📝 Key Takeaways: Master Wang explains the Cutting Area function in Siemens NX Fixed Contour Milling. He focuses on the practical application of toolpath “splitting” and “merging,” emphasizing the importance of upfront CAD modeling to avoid blind CAM operations. He shares real-world experience not found in textbooks, helping the next generation improve machining efficiency and precision.
Introduction: Straight Talk from the Shop Floor
Hello everyone, I’m Old Wang. Starting today, we’re diving deep into a crucial module in Siemens NX: Fixed Contour Milling. This feature is used extensively in real-world machining, especially for complex surfaces – you can’t get away from it. Today, we’ll begin with one of its fundamental and core commands: Cutting Area. Listen up, lads, this isn’t something you’ll truly grasp just from reading books. You need to run it on an actual machine, watch the cutting sparks fly, to truly understand it!
Let me clarify the learning order: first, we’ll master the “Cutting Area,” then gradually move on to others. We’ll set aside those relatively complex and harder-to-understand commands for now. Once we’ve built a solid foundation, we’ll tackle the tough stuff. But don’t underestimate these basic commands; they’re more than sufficient for everyday 3-axis machining. For those special commands, we’ll discuss their “unique tricks” when we get to them.
Cutting Area: First Look – From Toolpath Generation to Problem Identification
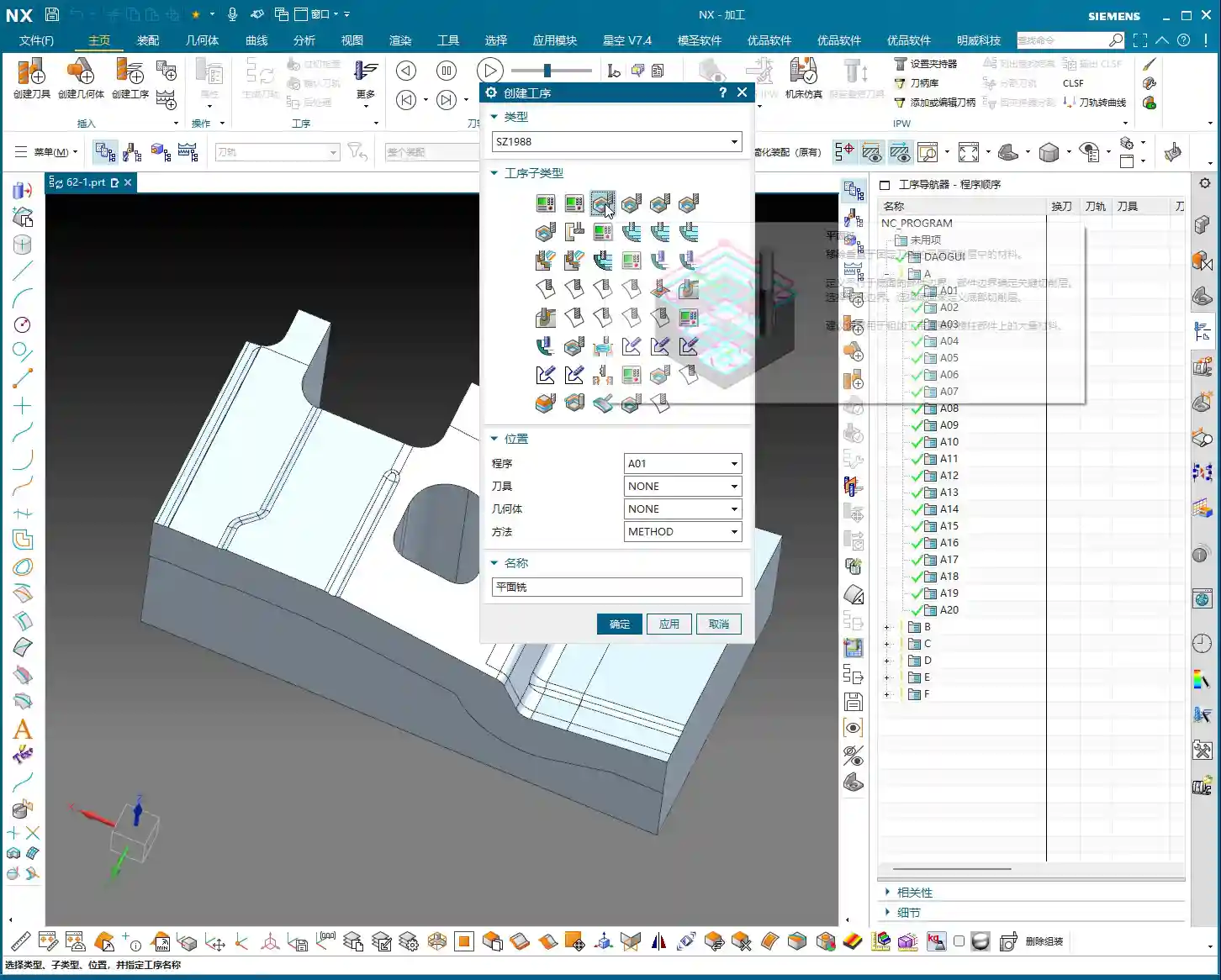
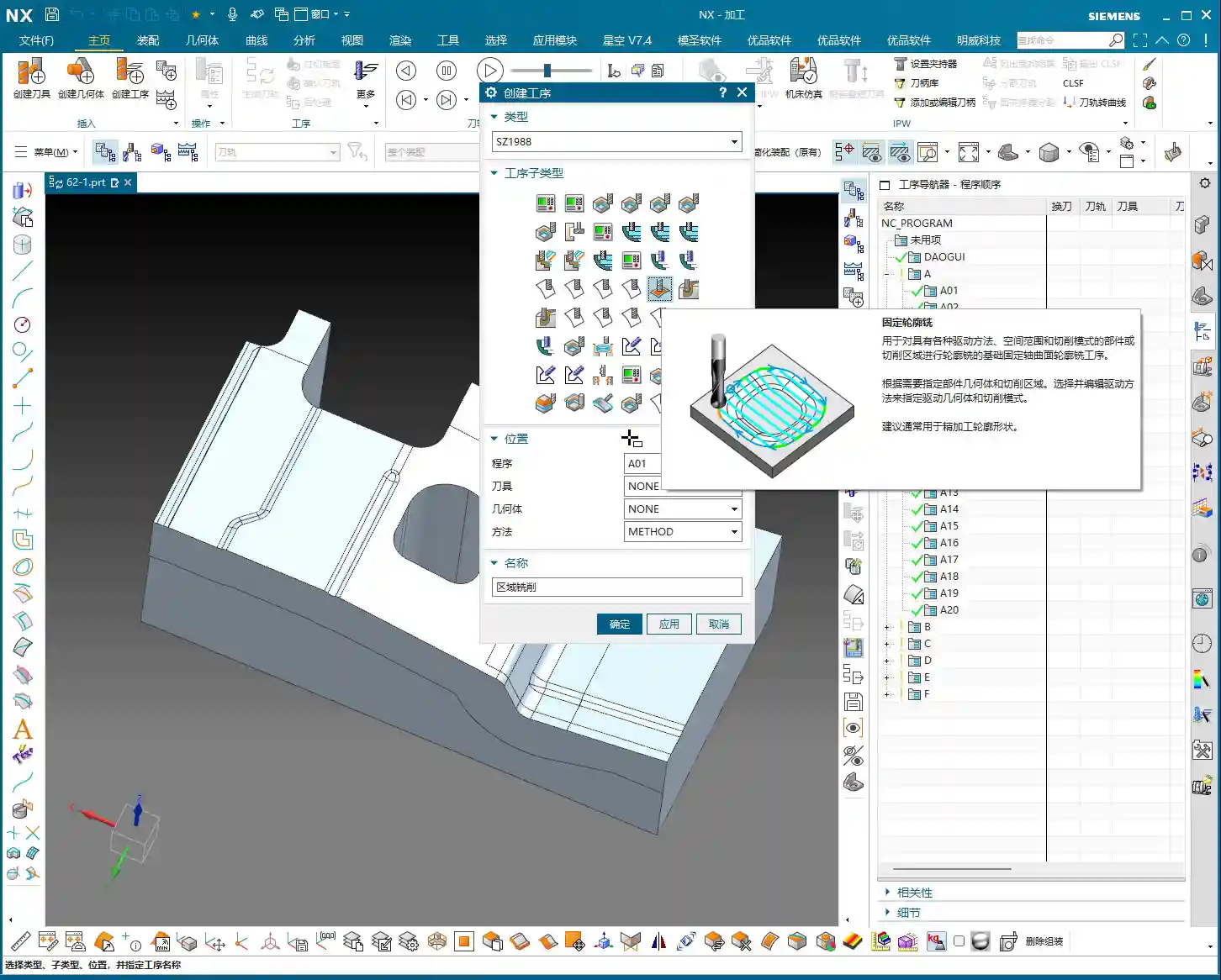
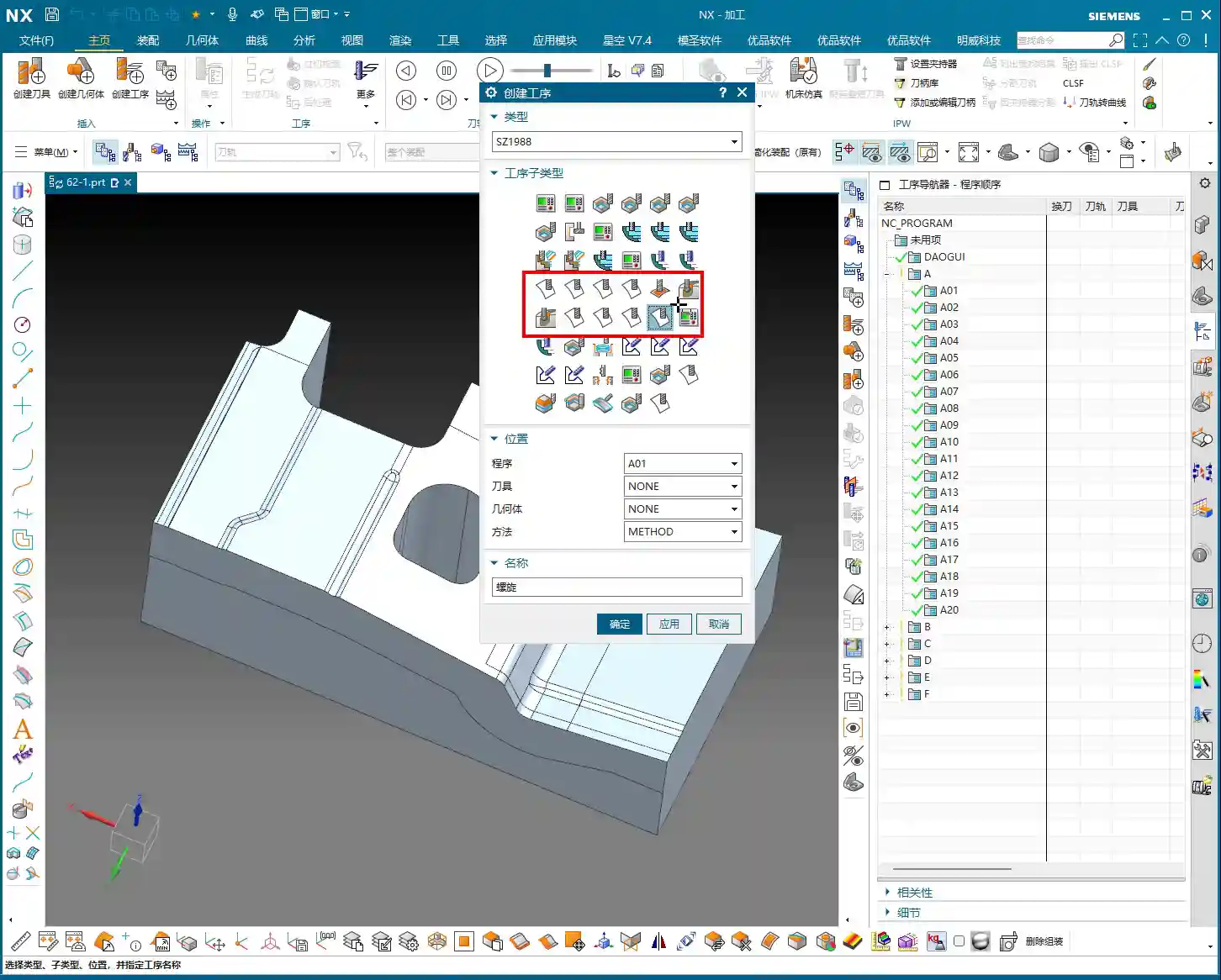
Let’s get straight to it. In NX, select the “Fixed Contour Milling” operation, then click “Cutting Area.” When the interface opens, it might look familiar, as many parts are similar to the machining operations we’ve covered before. But there are new features too, such as “Drive Method” and the direct “Specify Cutting Area” option. Previously, we mostly used “Specify Part” (or “Specify Body”), but now we can define the machining area with much greater precision.

Step One: Select Part, Define Area, Select Tool
First, Step One, as per usual, select the part you intend to machine. If you don’t select the part, you can’t do anything – that’s fundamental!
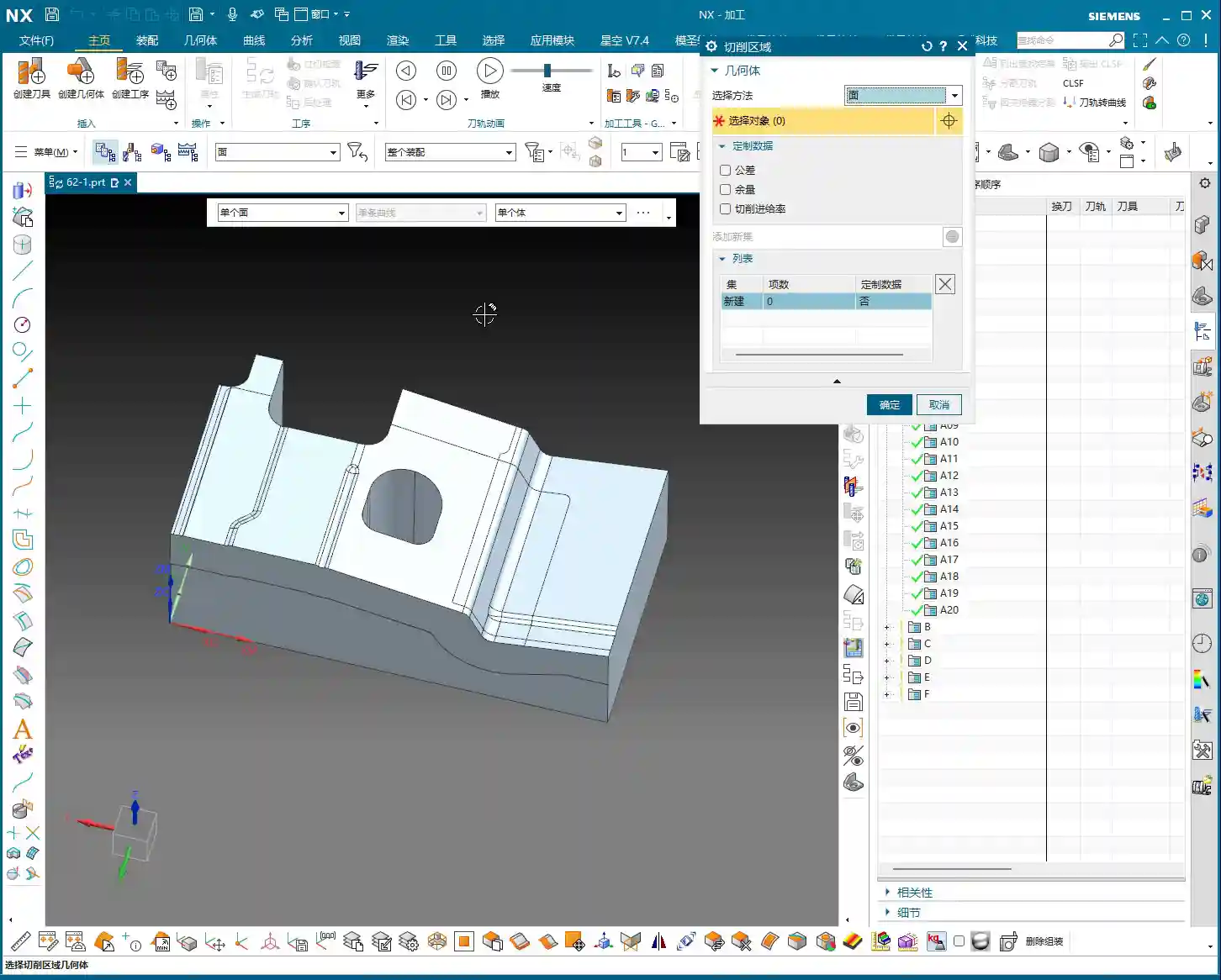
Next, Step Two, which is today’s main focus – Specify Cutting Area. The meaning is simple: you’re telling the software: “Of this entire part, which specific section do I want to machine? Don’t get it wrong!” Just click on any face you want to machine; for example, if I click this face, it will define that face as the Cutting Area.
Then, Step Three, select the tool. For “Fixed Contour Milling,” especially for Contour Milling operations like this, we typically use a ball end mill. For example, a B4R5 tool (4mm diameter, 5mm ball radius) is one we commonly use. Once the tool is selected, let’s generate the program!

Initial Toolpath Evaluation: Limitations of Default Settings
Once the program is generated, play it back and see if it’s machining along the selected face using a Contour Milling approach. You’ll see it plunges from one side and then contours its way across to machine the other. Clearly, this is a Contour Milling program. The default toolpath might look fine and capable of machining, but everything needs optimization. For instance, consider the entry point. Wouldn’t it be much more sensible to start the cut from the edge of the workpiece rather than plunging directly onto the surface? This reduces impact and extends tool life. Don’t just rely on software simulations; you need to observe the cutting sparks and the actual machining conditions!

Advanced Cutting Area: The “Secrets” of Splitting and Merging
Alright, now we’re going to delve into the “Cutting Area” parameters. Open up the operation parameters; the “Specify Part” stuff, you already know that. Let’s jump straight into how this Cutting Area really works.
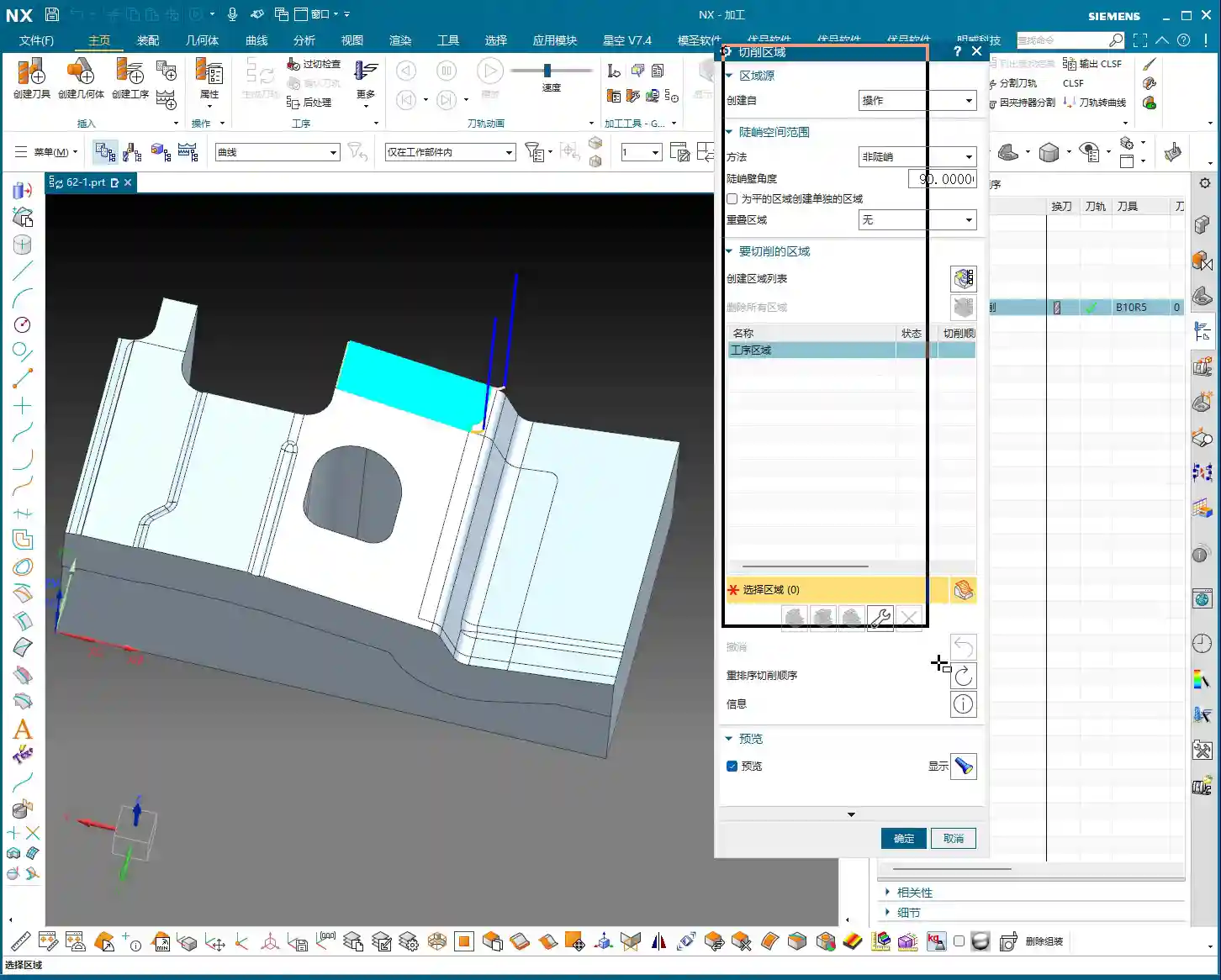
Click inside, and you’ll see a bunch of options, like “Tool Path Direction Range” and so on. Don’t worry about those for now; some of them are adjusted elsewhere. But the most crucial part is the “Create Region List” at the bottom. What’s this list for? Simply put, it allows you to perform fine-tuned adjustments, or even “surgical operations”, on your currently generated toolpath.

Toolpath “Splitting”: It’s Not as Simple as You Think
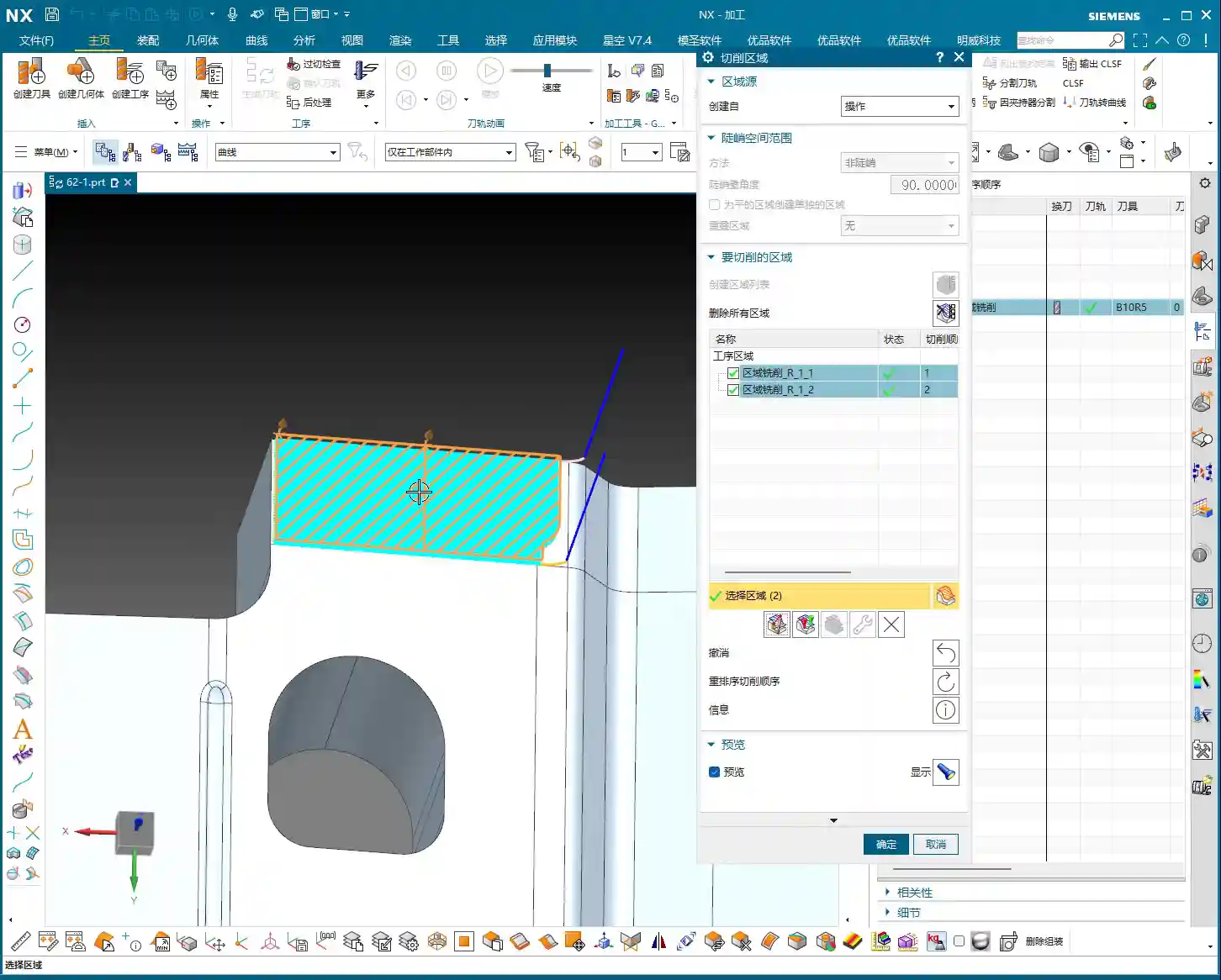
Once you’ve created the region list, you’ll see several new functions: “Split,” “Merge,” “Edit,” and “Delete.” Let’s talk about “Split” first.
Click “Split,” and it will prompt you to define a cutting line or plane. For example, if I just drag a plane, once confirmed, you’ll see that what was originally a single, complete machining area has been distinctly divided into two sections. Generate the toolpath again, and it will machine one section first, then perform a retract, and then jump to machine the other. Seems like a powerful feature, right? But listen closely, here’s a practical tip that textbooks won’t tell you:
- In actual practice, we rarely use this “Split” function directly within the CAM environment. Why? Because splitting toolpaths directly in CAM is less effective than clearly defining the distinct areas during the CAD modeling stage.
- My experience tells me that if you truly want to divide a large surface into several smaller areas for machining, the best approach is to pre-process it in your CAD software. Use functions like “Curve on Surface” or “Divide Face” to split the original geometry. For instance, you could draw an auxiliary line on the surface, then use that line to divide the face into two. This way, when you select the “Cutting Area” in CAM, you can directly choose your pre-divided sub-faces instead of trying to split the toolpath.
- The advantage of this front-loaded processing is: clearer logic, more precise control, and fewer errors. When you’re modeling, you can clearly define the boundaries of each machining area, avoiding unexpected issues caused by on-the-fly splitting in CAM, such as poor toolpath transitions or unnecessary retracts. Taking this extra step upfront can save you ten steps of rework later!
Toolpath “Merging”: The Reverse of Splitting
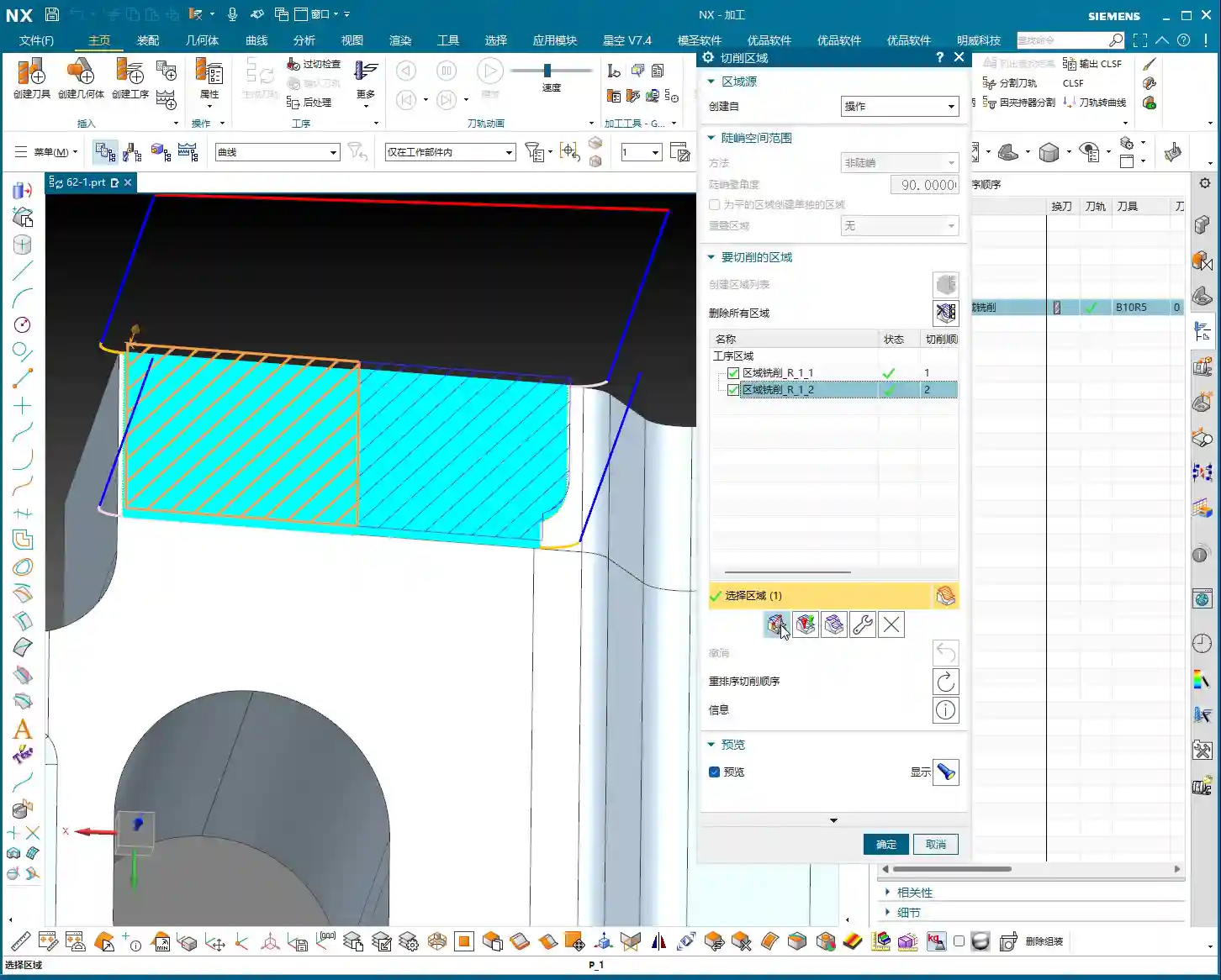
Once you understand “Split,” then “Merge” is straightforward; it’s simply the reverse operation of “Split.” If you’ve separated an area and want to restore it as a single entity, use “Merge.” Click “Merge,” and it will prompt you to select a target region, and then select the region to merge. Once confirmed, these two regions will reconnect into one. The toolpath will also regenerate accordingly, reverting to its state before you performed the split.
So, “Split” and “Merge” essentially let you either break down a generated toolpath for individual processing or combine separated ones back together. The functions themselves are direct, but knowing where and how to use them effectively requires careful consideration.
Application in Special Cases: Emergency and Fine-Tuning
Of course, that’s not to say these in-CAM “Split” and “Merge” functions are entirely useless. In certain special circumstances, such as when you only want to fine-tune a very small local area, or in emergencies where quick segmentation is needed and you don’t want to go back and modify the model, they can certainly be helpful. However, generally speaking, they are emergency measures, not standard operating procedure.
Summary: Pitfall Avoidance Guide
Alright, you should now understand the purpose of the “Split” and “Merge” functions within the “Cutting Area” that we discussed today. But remember what I, Old Wang, always say:
- Prioritize Processing in the CAD Environment: Unless absolutely necessary, do not perform complex toolpath splitting directly within the CAM operation. Your model geometry is the foundation; properly defining areas within the model is the correct approach. This ensures toolpath quality, reduces retracts, and improves efficiency.
- Proficiency in CAD Modeling is the Foundation for CAM: Whether it’s turning, milling, planing, grinding, or NX programming, everything is ultimately based on geometry. Solidify your fundamental CAD modeling skills, and you’ll find many advanced CAM functions intuitive to use, even allowing you to bypass a lot of unnecessary hassle.
- Focus on Actual Cutting Performance: No matter how perfect a software simulation is, it cannot replace the cutting sparks and real-world results on the machine. When making any adjustments in CAM, always visualize the tool’s actual cutting state, consider material properties, and machine accuracy – that’s the mark of a true master machinist!
There are many methods; choose the one that best suits your current working conditions and cost efficiency. Personally, most of the time, I handle it by drawing lines and splitting faces, because it gives me greater control and is less prone to errors.
Alright, that’s all for today. In the next lesson, we’ll continue with other topics. Thanks for watching, and see you next time!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.