📝 Key Takeaways: Master Wang explains Multi-Pass Corner Cleanup in Siemens NX, emphasizing its interface similarity to Single-Pass and Reference Tool Corner Cleanup, but highlighting the core feature of “Number of Passes per Side” for precise stock control. He points out the necessity of manually calculating remaining stock, integrating material properties, optimizing toolpaths to achieve ±0.005mm precision, stressing the importance of observing cutting sparks and chips during actual operations, and advocating mastering Reference Tool Corner Cleanup to apply knowledge across different methods.
Alright, guys, today Master Wang is going to show you this often-overlooked feature in Siemens NX: Multi-Pass Corner Cleanup. Don’t let its similar interface to the Single-Pass and Reference Tool Corner Cleanup operations we’ve discussed fool you; there’s a lot more to it. Especially when you’re working on parts with extremely high demands for precision and surface finish, or when tackling tough, hard materials, Multi-Pass Corner Cleanup becomes your ultimate weapon for boosting efficiency, controlling stock, and ensuring accuracy!
Listen up: in this machining game, you can’t just rely on fancy software simulations. What truly matters are the cutting sparks and chips flying off the machine. Every parameter setting must revolve around actual machining results, tool life, and cost efficiency.
Core Logic and Characteristics of Multi-Pass Corner Cleanup
Similarities and Differences with Single-Pass and Reference Tool Corner Cleanup
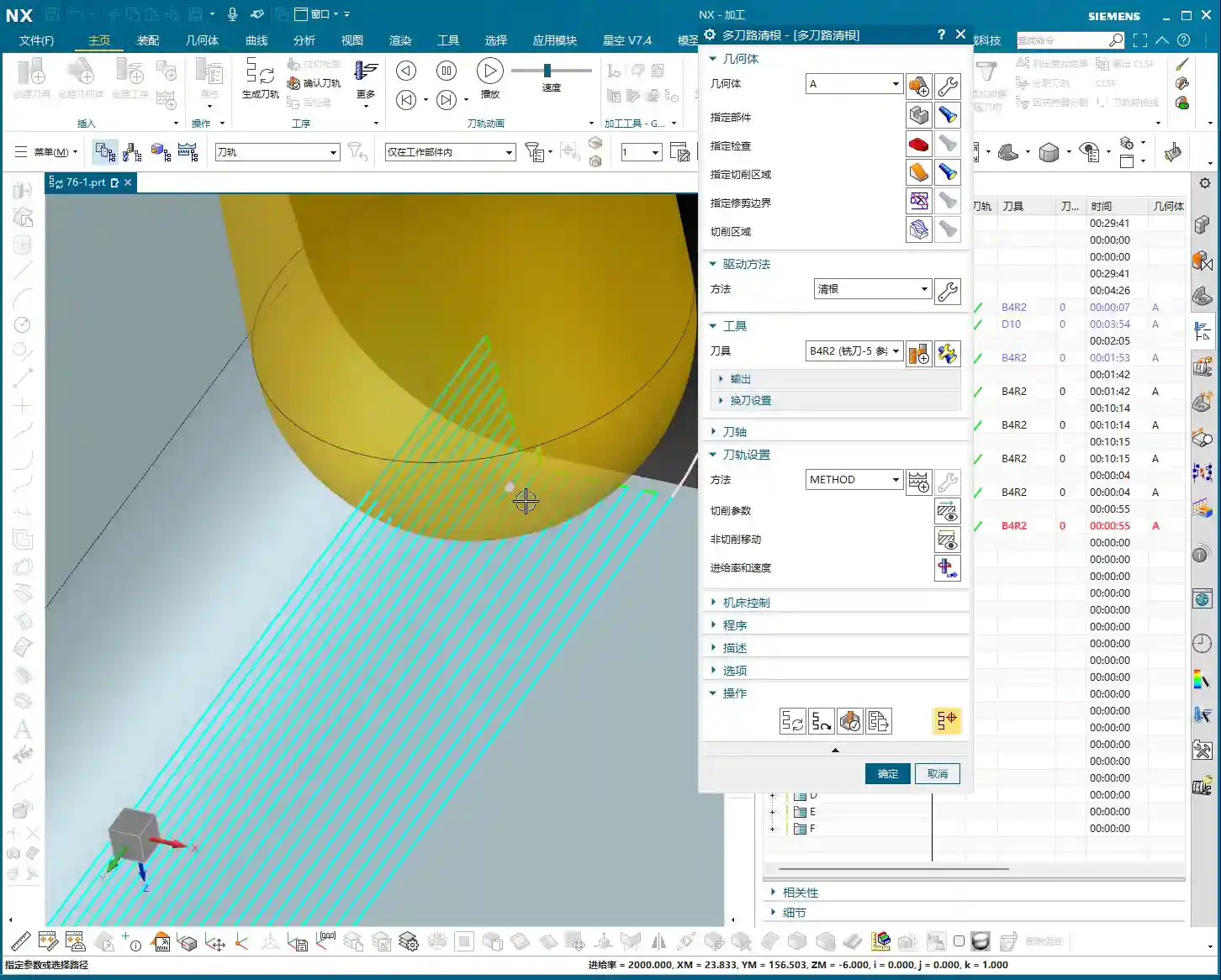
First, let’s get this straight: from an operational interface perspective, Multi-Pass Corner Cleanup is indeed very similar to Single-Pass and Reference Tool Corner Cleanup. You still select the part, choose the blank, define the cutting region, and select the tool – these basic steps are all the same. However, its key difference lies in its ability to provide you with more precise stock control, especially when you need to gradually clean up the remaining stock at the bottom of cavities and grooves with multiple passes and small Stepover.
It’s in the ‘Edit’ option within ‘Method’ where you’ll find some distinct differences. This is where the essence of Multi-Pass Corner Cleanup lies.
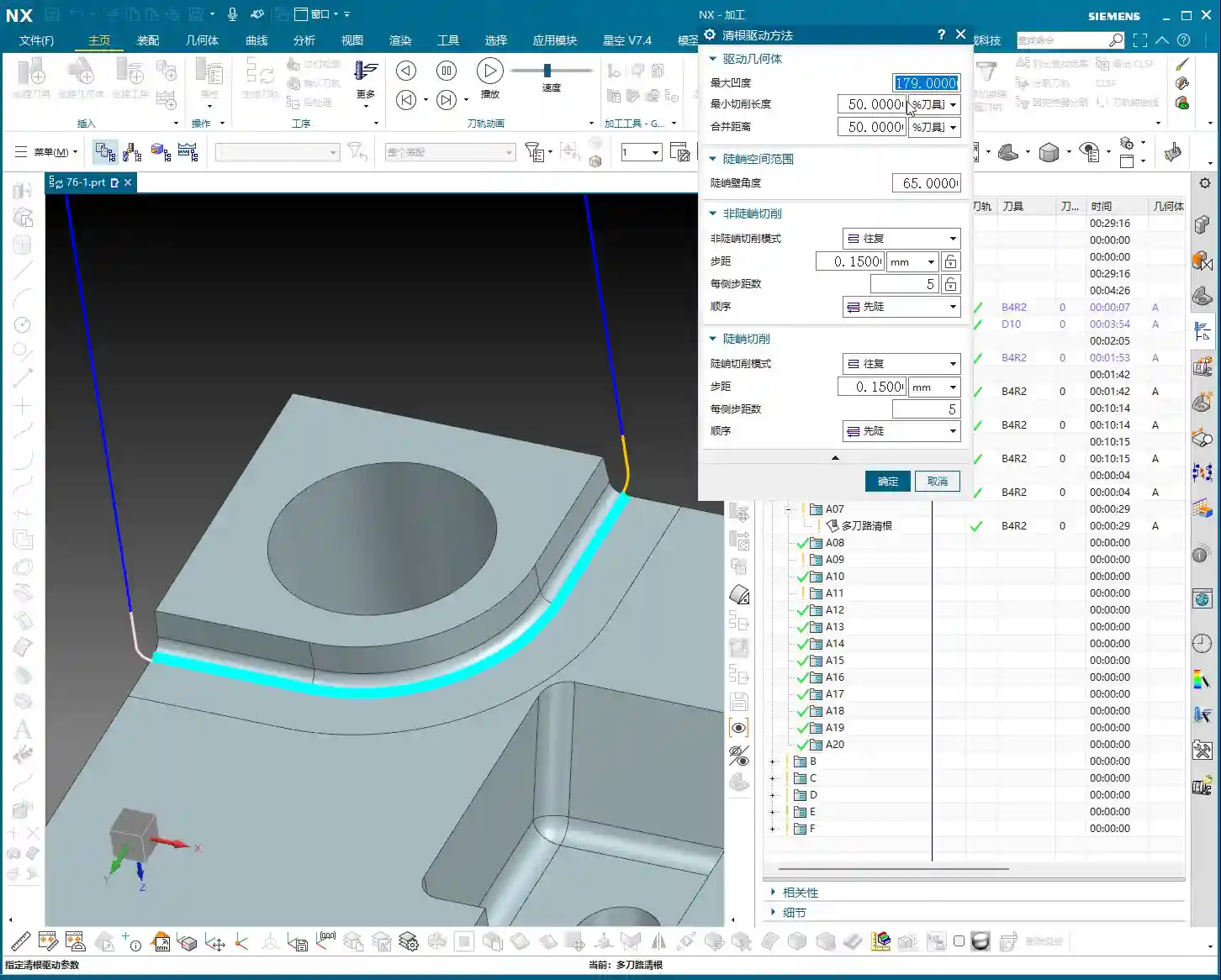

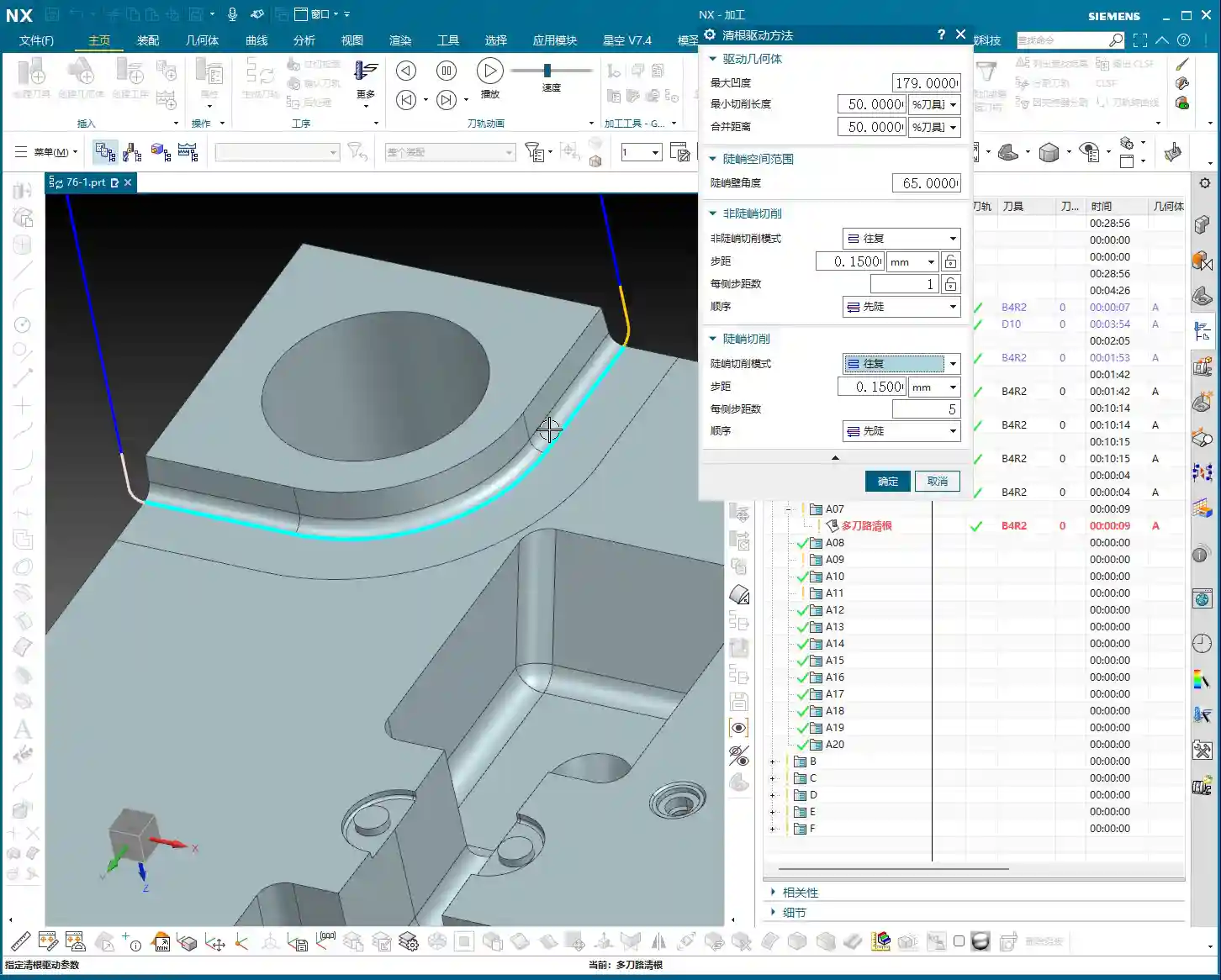
Key Parameters: “Stepover” and “Number of Passes per Side”
Here, we need to focus on two parameters: one is the standard “Stepover”, and the other is the ‘Multi-Pass Corner Cleanup’-specific “Number of Passes per Side”.
Everyone is familiar with “Stepover”; it’s the lateral distance the tool feeds for each pass. If you set it to 0.5mm, the tool cuts one pass, then shifts 0.5mm laterally for the next. Nothing new there.
The crucial part is this “Number of Passes per Side”. For example, if your default toolpath makes a pass in the middle – let’s temporarily “not count” that middle pass. Then, if you set “Number of Passes per Side” to 5, it will generate an additional 5 passes on each side of the central toolpath, forming a total of 11 passes (5+1+5). If you change it to 10, it will offset 10 passes on each side, for a total of 21 passes.
What’s the point of this? Think about it: when machining deep cavities, narrow grooves, or high-hardness materials, you can’t expect one tool to hog it all out in a single pass. That’ll lead to chipped tools, Chatter, and quickly wear out your cutters. By adjusting “Number of Passes per Side” and “Stepover”, we can use small Depth of Cut (DOC) and small Stepover to gradually remove the remaining stock at the root, layer by layer, in controlled increments. It’s like peeling an onion, layer by layer. This not only protects your tools but also ensures machining stability and accuracy.
Listen up, this is where real-world experience comes into play. How do you determine this “Number of Passes per Side”? You have to estimate or measure the remaining stock on your workpiece yourself. For instance, if you’ve done your Roughing with a larger tool and there’s still 1.5mm of stock left at the bottom of the groove, and your current Corner Cleanup tool has a maximum safe Stepover of 0.2mm. Then 1.5mm / 0.2mm = 7.5. You’ll need to set “Number of Passes per Side” to at least 8, or even 9 or 10, to ensure the stock is completely removed and there’s enough overlap to guarantee surface quality. This calculation isn’t something you’ll learn from a textbook; it’s accumulated through experience and understanding of material properties.
Cutting Patterns and Toolpath Optimization

Available Cutting Patterns
Multi-Pass Corner Cleanup offers fewer cutting patterns, mainly Zig, Zigzag, and Mixed. These are the same as what we’ve covered in other machining operations, so Master Wang won’t go into excessive detail. Generally, for efficiency, we often use Zigzag. However, for Finishing passes or when uniform tool load is critical, Zig might be more suitable, even if it results in more unproductive rapid moves.
- Zig: The tool always cuts in one direction, with the return path being an idle move. Advantage: stable cutting, less prone to chatter marks. Disadvantage: more unproductive moves, lower efficiency.
- Zigzag: The tool cuts in both directions. Advantage: high efficiency, fewer unproductive moves. Disadvantage: requires higher tool strength and machine rigidity, and may produce slight marks during reverse cutting.
- Mixed: Combines the characteristics of Zig and Zigzag, typically used to optimize cutting in specific areas.
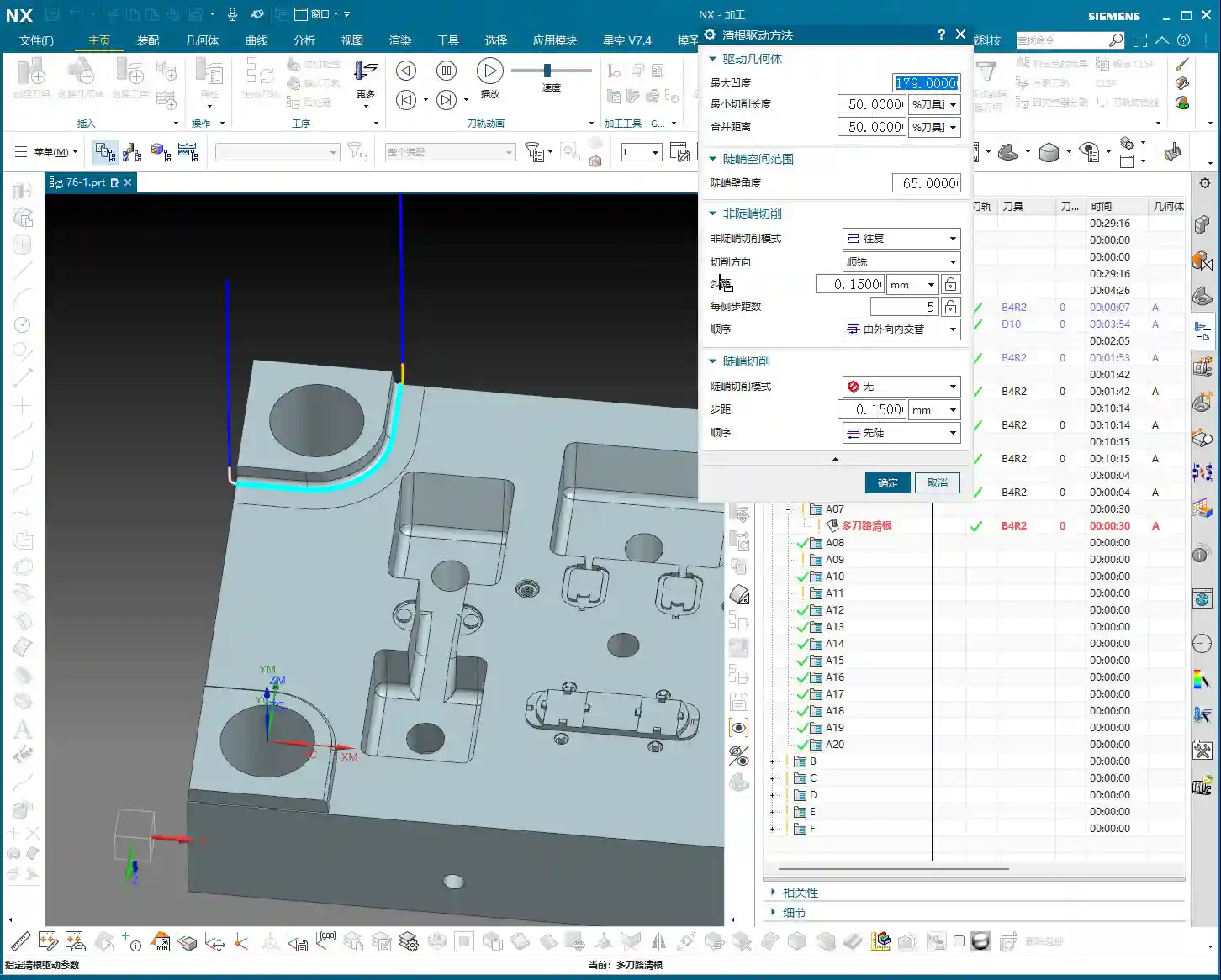
Inward/Outward Direction and Cutting Sequence
Within “Cutting Patterns”, you also have “Outside-In”, “Inside-Out”, and “Lead First” and “Trail First”. These control where the tool starts and where it moves.
- Outside-In: Gradually cuts from the workpiece exterior towards the interior, which aids chip evacuation and reduces secondary cutting. This is suitable for complex cavities or softer materials.
- Inside-Out: Cuts from the workpiece interior towards the exterior, suitable for structures with central holes or bosses. This helps prevent chips from being trapped internally during the initial stages of machining.
- Lead First and Trail First: These two methods, combined with Alternate, control the tool’s entry and exit sequence along the path. They are widely used, especially during Corner Cleanup, where tool and workpiece interference must be considered.
Most of the time, to ensure even tool load and smooth chip evacuation, combinations like Outside-In Alternate and Lead First/Trail First are commonly used. The specific choice depends on your workpiece geometry, material properties, and the required surface finish. For instance, when machining difficult-to-cut materials like titanium alloys, stable cutting conditions are critical to prevent built-up edge; in such cases, the selection of cutting pattern becomes even more meticulous.

Practical Application and Precision Control
Material Properties and Toolpath Strategies
Different materials require vastly different machining strategies.
- Standard Aluminum: Excellent machinability, allowing for increased feed rates and Depth of Cut (DOC). However, be mindful of burrs during Corner Cleanup.
- Stainless Steel, Titanium Alloys: For these difficult-to-machine materials, Corner Cleanup requires extreme caution. Tools wear quickly and work hardening is common. Here, Multi-Pass Corner Cleanup’s small Stepover, multi-layer cutting approach becomes especially critical. Combine this with appropriate coolant and tool coatings to ensure tool life and machining quality.
- High-Temperature Nickel-Based Alloys: These are truly the “tough nuts to crack” in machining. For Corner Cleanup, you must employ a strategy of constant cutting force and stable Depth of Cut (DOC). Multi-Pass Corner Cleanup helps you precisely control the Depth of Cut (DOC) for each pass, preventing overload and Chatter, which is also beneficial for preventing heat treatment deformation.

Achieving ±0.005mm Level Precision Control
If your job demands precision of ±0.005mm or even tighter, then “Multi-Pass Corner Cleanup” combined with your precise calculation of remaining stock becomes absolutely critical. You must know exactly how much stock each pass leaves and how much the next pass needs to remove. This isn’t just about setting software parameters; it’s a comprehensive consideration of machine performance, tool runout, and fixture rigidity.
Master Wang’s got a practical tip for you: before machining critical dimensions, first use a dial indicator to measure the actual remaining stock. Then, based on your final Finishing pass tool’s cutting capability, work backward to determine your “Stepover” and “Number of Passes per Side”. If your machine has accuracy errors, like 0.01mm of backlash, you might even need to apply a negative compensation in Siemens NX using the “Part Stock” or “Check Geometry”‘s “Compensation” function to “eat up” that error. That’s the real error slayer!
Toolpath Optimization from an NX Expert’s Perspective
As an NX expert, I’m telling you, optimizing toolpaths isn’t just about minimizing unproductive moves or finding shortcuts. For Multi-Pass Corner Cleanup, it’s even more crucial to consider tool entry/exit methods, linking moves, and the number of retracts.
- Avoid abrupt engagements and retracts: Especially in small-area machining like Corner Cleanup, sudden tool acceleration or deceleration can easily cause Chatter or degrade surface quality. Always use arc transitions.
- Minimize retracts: More retracts mean lower efficiency, and each time the tool retracts and re-engages, it can leave marks on the surface. If you can avoid retracting, do it; if you can reduce them, do that.
- Consider tool wear: For materials like titanium alloys, tool wear is constant. By wisely allocating “Number of Passes per Side” and “Stepover”, you can extend the effective machining time of a single tool and reduce tool change frequency.
Summary: Pitfall Avoidance Guide
Alright, after all that, the core idea behind Multi-Pass Corner Cleanup is to give you more precise control over the Depth of Cut (DOC) for each pass, instead of letting the software blindly guess for you. So, remember these “pitfall avoidance guidelines”:
- Don’t blindly trust default parameters: Especially for “Number of Passes per Side” and “Stepover”, you absolutely must manually calculate and adjust them based on the actual remaining stock, material, tool, and precision requirements of the workpiece. If you set them without knowing what you’re doing, the part will either lack precision or you’ll scrap your tool.
- Thoroughly understand material properties: The Depth of Cut (DOC) for soft materials is completely different from hard materials. If you don’t understand material characteristics, even the best toolpath strategy is useless.
- Pay attention to cutting sparks and chips: Software simulations are static; machine operations are dynamic. During cutting, observe the spark color, chip shape, and sound. Excessive sparks, blue chips, or abnormal noises all indicate issues with your parameters; stop and adjust.
- Prioritize mastering “Reference Tool Corner Cleanup”: Why? Because “Reference Tool Corner Cleanup” has the most comprehensive parameters; it’s the “big brother” of these three Corner Cleanup operations (Single-Pass, Multi-Pass, Reference Tool). If you master the big brother, many of its logics and parameter settings are universal and applicable to Multi-Pass and Single-Pass, which have fewer, simpler parameters. Master the big brother, and the younger siblings will be easy to handle.
- Practice more, think more, summarize more: No one is born a master craftsman; everyone gets there through continuous practice and hands-on experience. After every machining job, you must summarize your lessons learned. That’s how you truly turn these tricks into your own expertise!
That’s all for today. Go on and think this through on your own. Remember, in machining, there are no shortcuts. Only by being grounded and knowing your stuff can you become a true expert! See you next time!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.