📝 Key Takeaways:
Backside Programming for Multi-Operation Parts: Master Wang’s Practical Playbook
I. Finishing the “Front Side”: Toolpath Optimization & Real-World Fine-Tuning
Listen up, lads. We’ve finished the roughing; now it’s time for finishing. Don’t think finishing is just clicking around – there’s a lot to it, and you need to pay close attention to toolpaths and allowances.
1. Initial Finishing Strategy & Tool Reuse
For finishing, first off, you need to select the correct machining area, which is our “Specify Part” feature. This operation isn’t difficult, but many subsequent optimizations depend on the range you’ve selected. As for the tool, if your previous semi-finishing tool can handle it and the size is right, just reuse it. Saves tool change time, which boosts efficiency. Remember: economize wherever possible, but never at the expense of quality and safety.
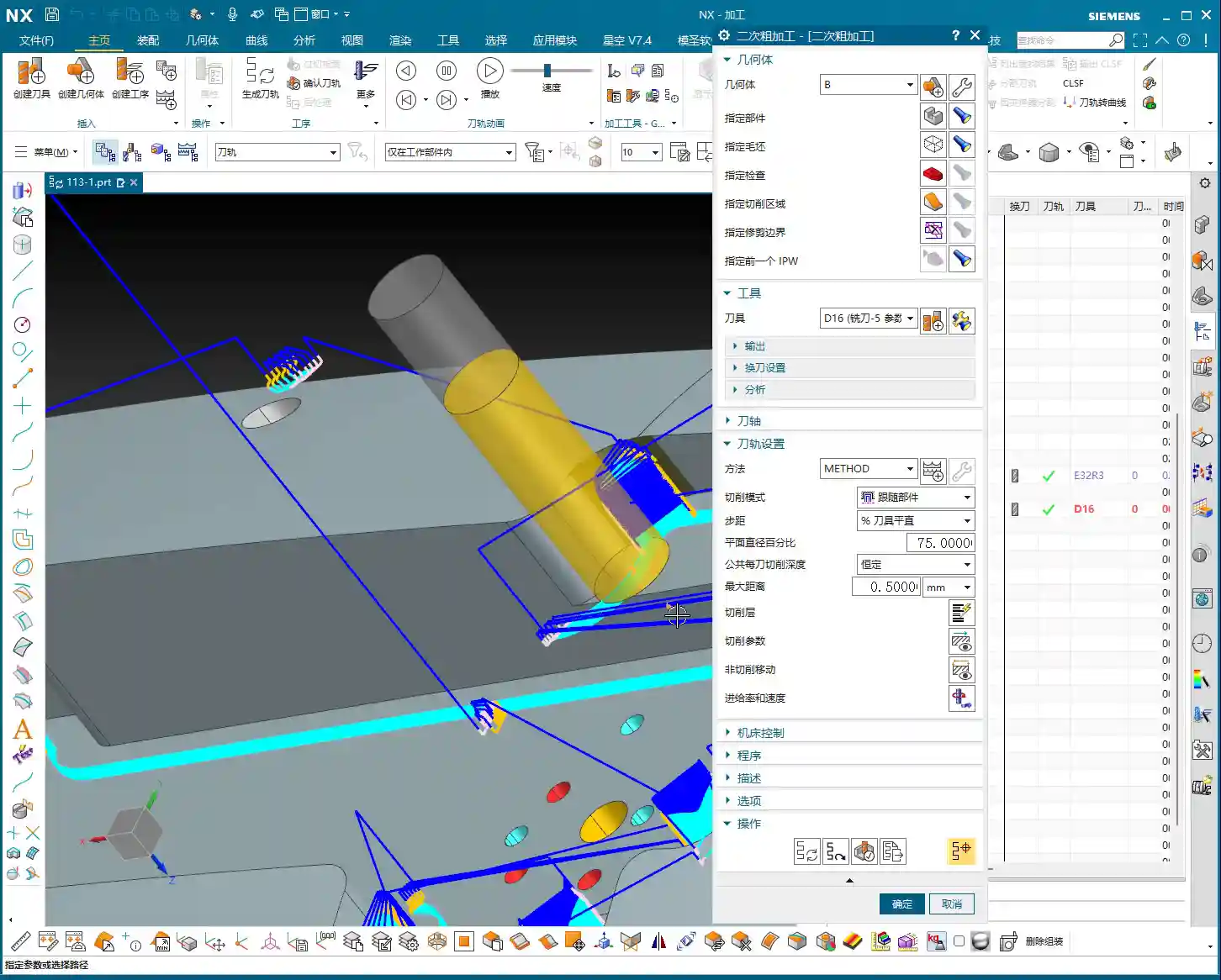
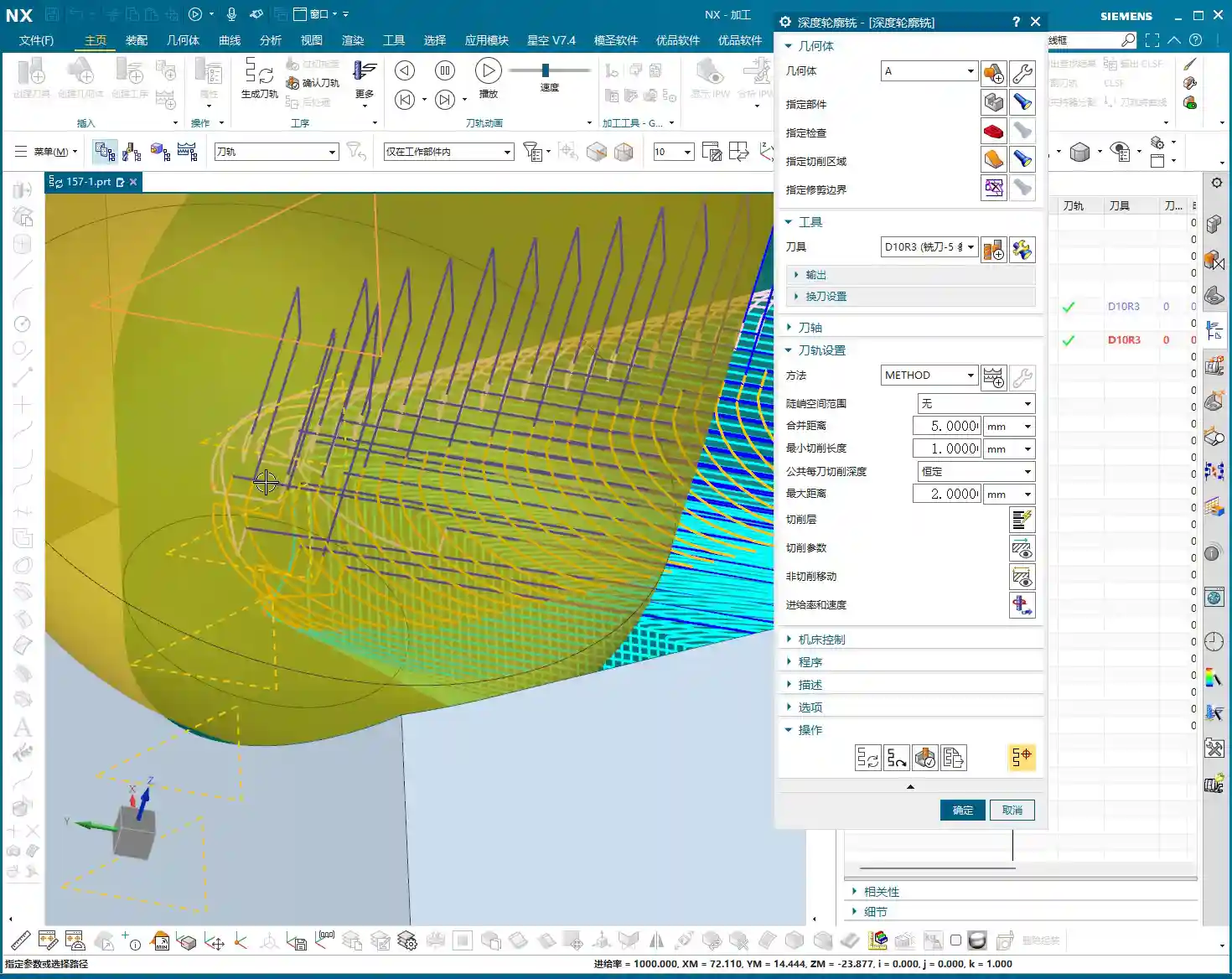
2. Stepover Adjustment: “Deep Cuts, Shallow Steps” for Aluminum Finishing
When you first generate the toolpath, doesn’t the Stepover seem a bit large? Especially with aluminum parts – they’re soft, and chips tend to pile up during cutting. For finishing aluminum, we often ‘go deeper,’ meaning we can afford a slightly larger cutting depth, but each lateral step (Stepover) needs careful control.
Looking at this first layer of toolpaths, the Stepover feels a bit too large. We can adjust it. For example, if the system default is 14.something millimeters, let’s manually change it to 13 mm. This makes the toolpath denser, which is crucial for achieving a better surface finish. For less critical areas at the top, the Stepover can be a bit more relaxed, say 2 mm; but for areas requiring a high-quality finish, set the Stepover to 0.15 mm – gotta strive for perfection, right?
3. Unnecessary Retracts & Practical Trade-offs
After generating the toolpath, keen eyes might spot some “unnecessary retracts” – that’s when the tool makes excessive lifts and engagements in the air. This impacts efficiency and can even leave surface marks. In theory, we want to avoid these as much as possible, but my years of experience tell me that if there aren’t many, and they don’t significantly affect overall machining time or surface quality, we can “prioritize the bigger issues” and leave them for now.
If these unnecessary retracts are indeed problematic, then we have to change things. For instance, try changing the cutting method to “Climb Milling”. Sometimes, this can effectively reduce those unwanted lifts and make the toolpath smoother. Don’t just rely on software simulations; look at the cutting sparks and the actual cutting sound – those are your most reliable indicators.

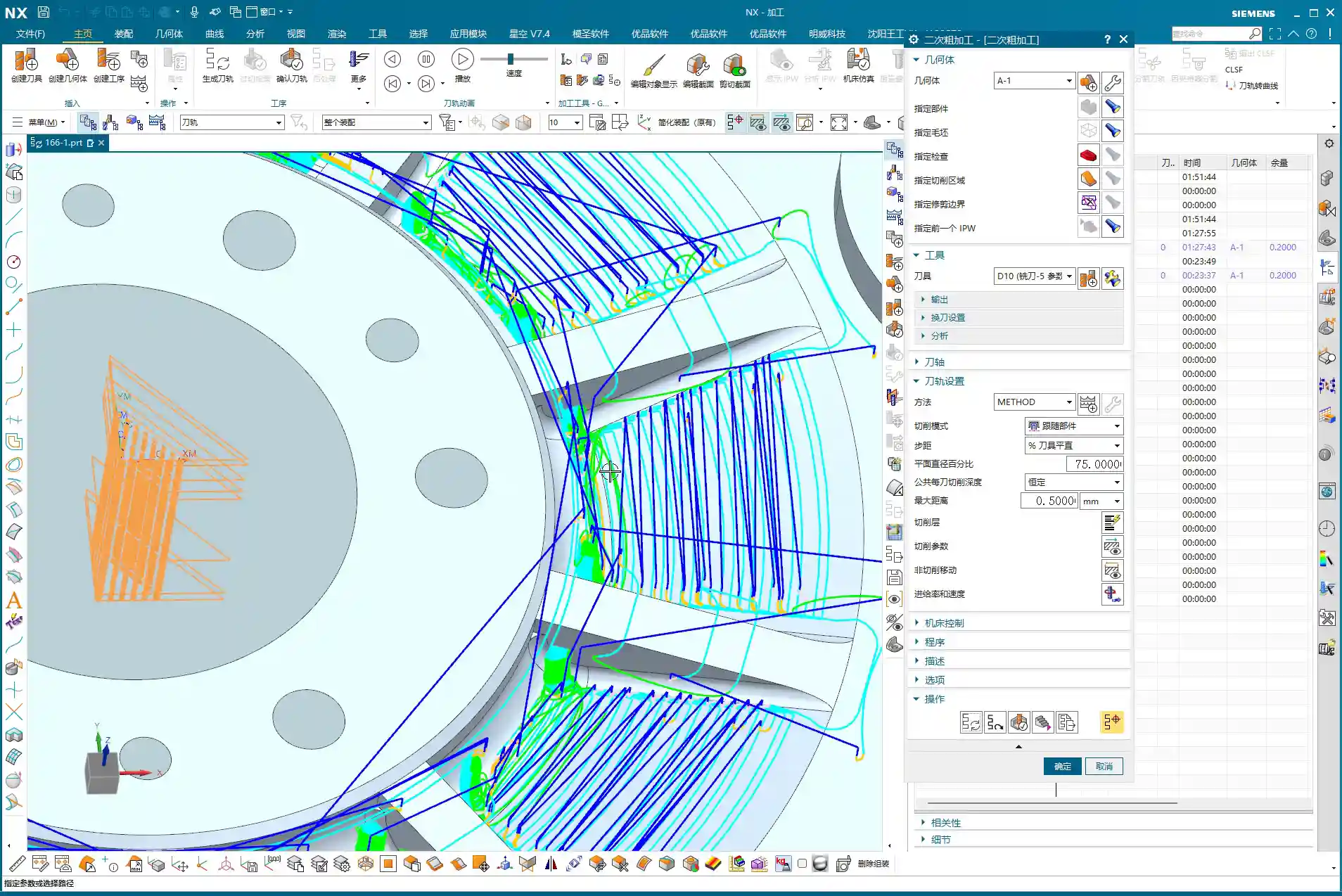
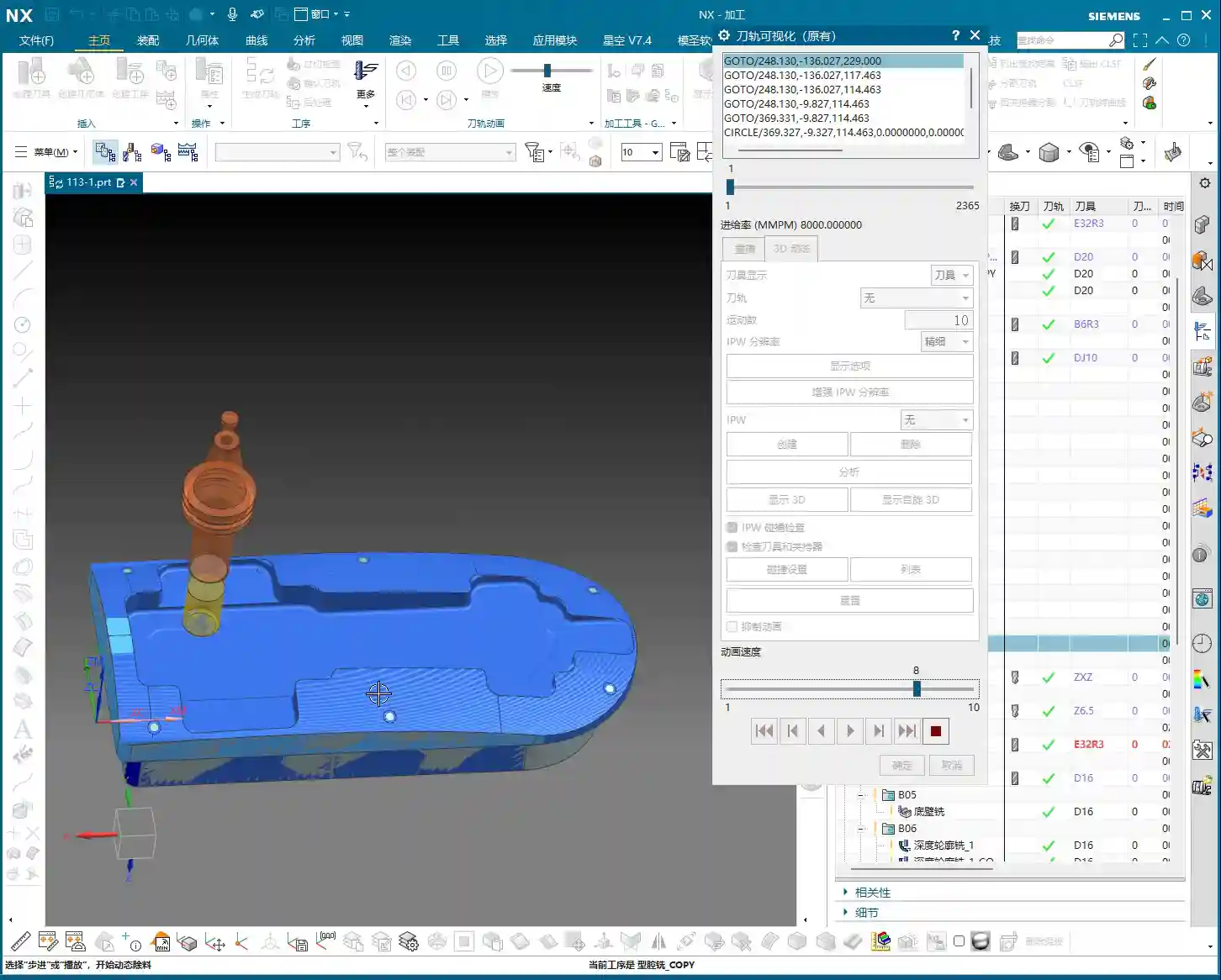
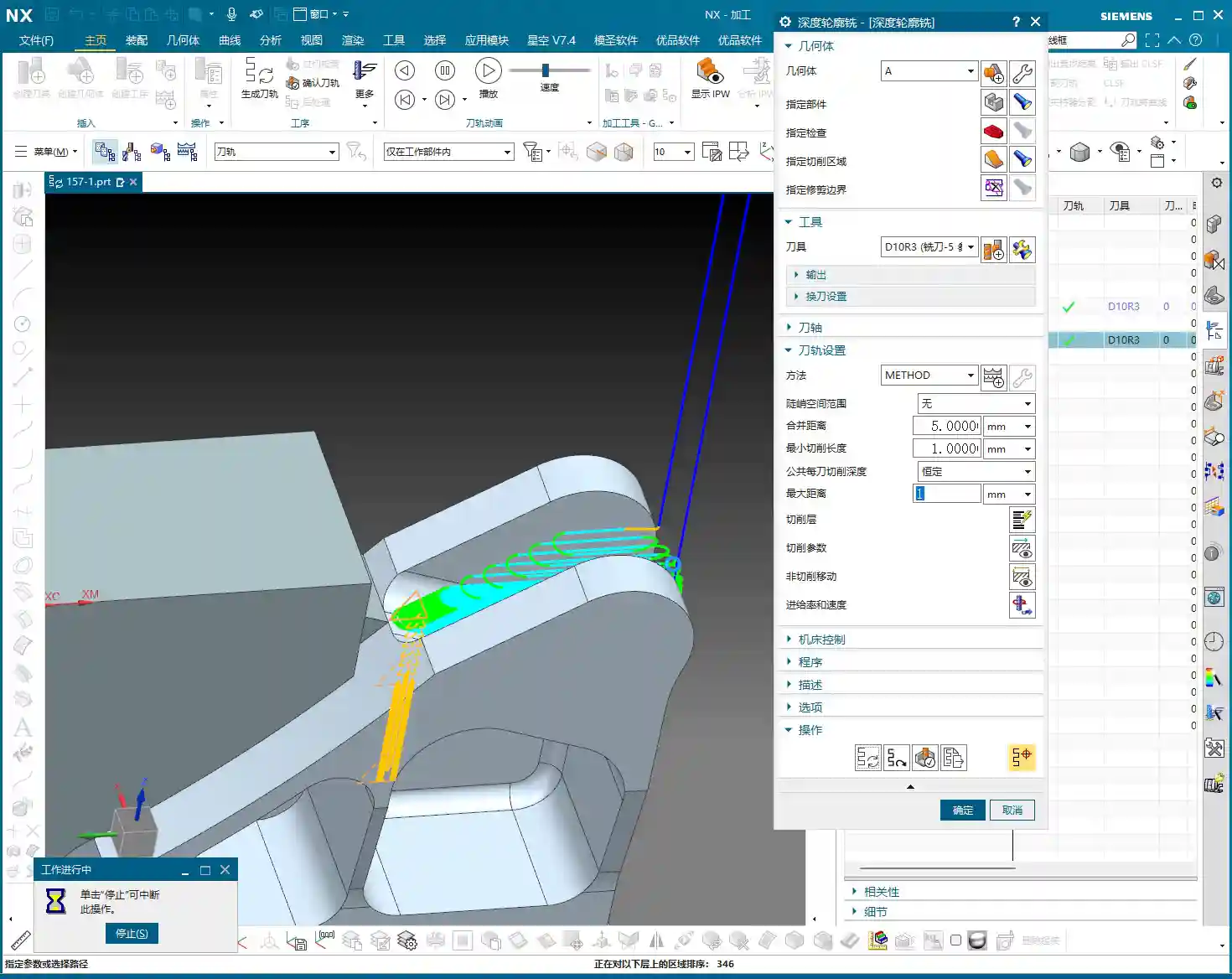
4. IPW Verification: Machining Allowance & Cutting Effect
Every time you make an adjustment, remember to check it using IPW (In-Process Workpiece). This feature shows you the actual effect of the tool after cutting and the remaining material allowance. With IPW, we can confirm that this area has indeed been milled out, and no corners or edges were missed. Don’t wait until the part is off the machine to find problems; by then, it’ll be too late to cry about it.
5. Toolpath Optimization: Overcutting and Pragmatism
In some non-critical areas, like corner transitions, the toolpath might show slight “overcutting”. As long as it’s not excessive and doesn’t affect assembly or performance, we can accept it. After all, striving for 100% perfection can sometimes sacrifice efficiency. In the workshop, we aim for “functional and sufficient”, not theoretical optimality from a textbook.
For finishing pass toolpaths, besides Climb Milling, you can also try adjusting the parameters for “Smoothing” and “Area Linking”. This makes the tool engagement and retraction smoother, reducing tool marks. Think of it like driving: you want smooth acceleration and turns, not sudden braking and stops.
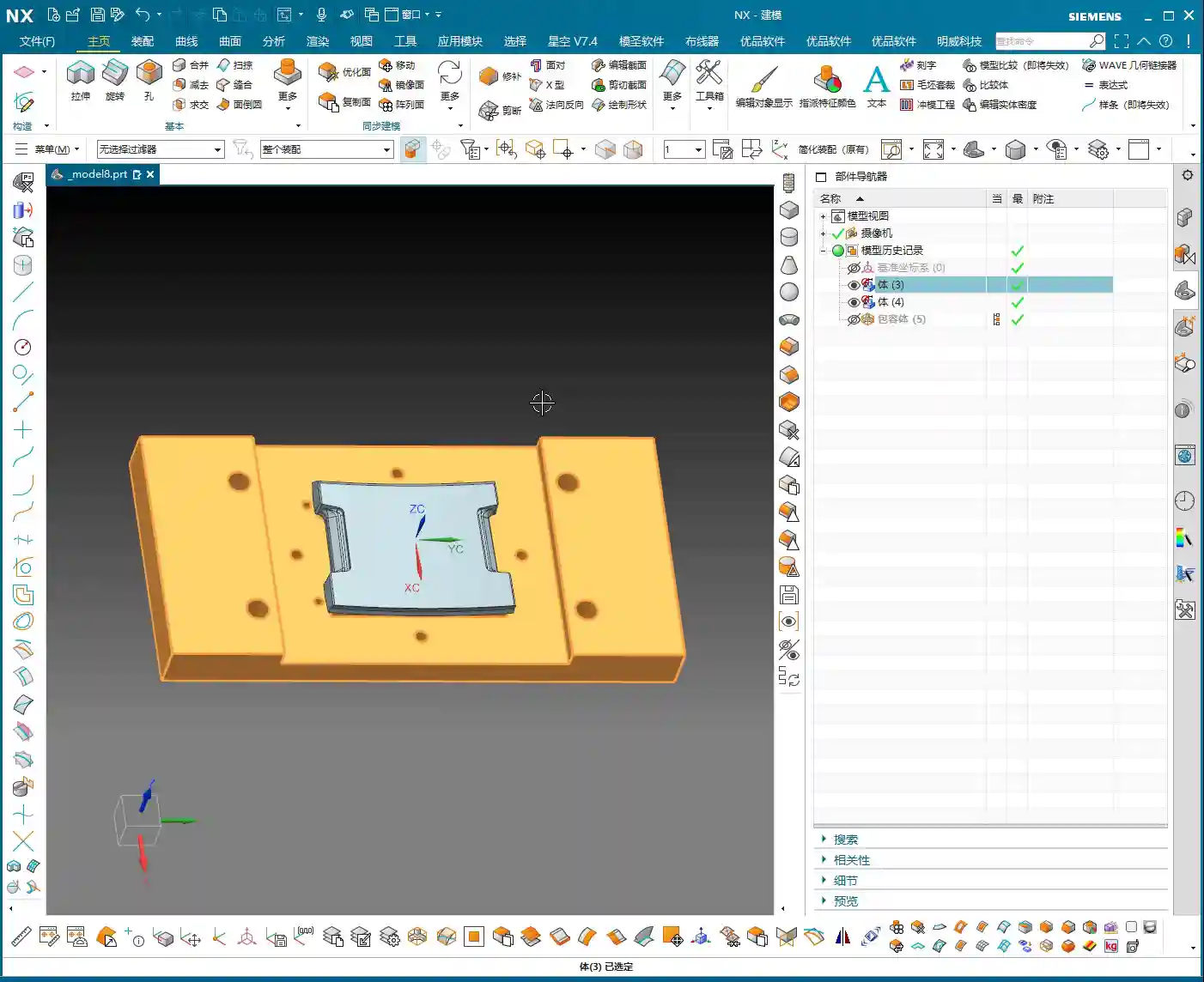
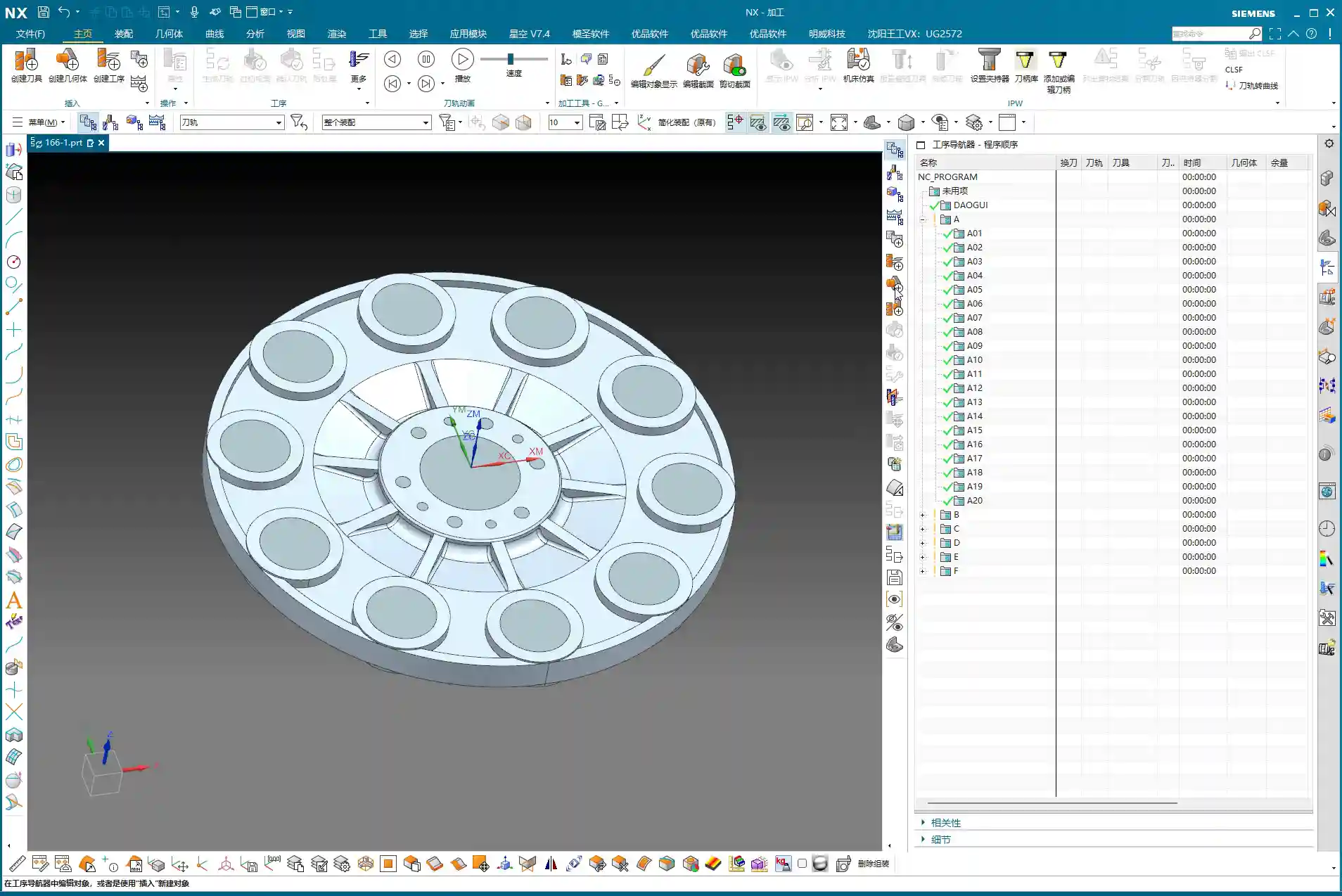
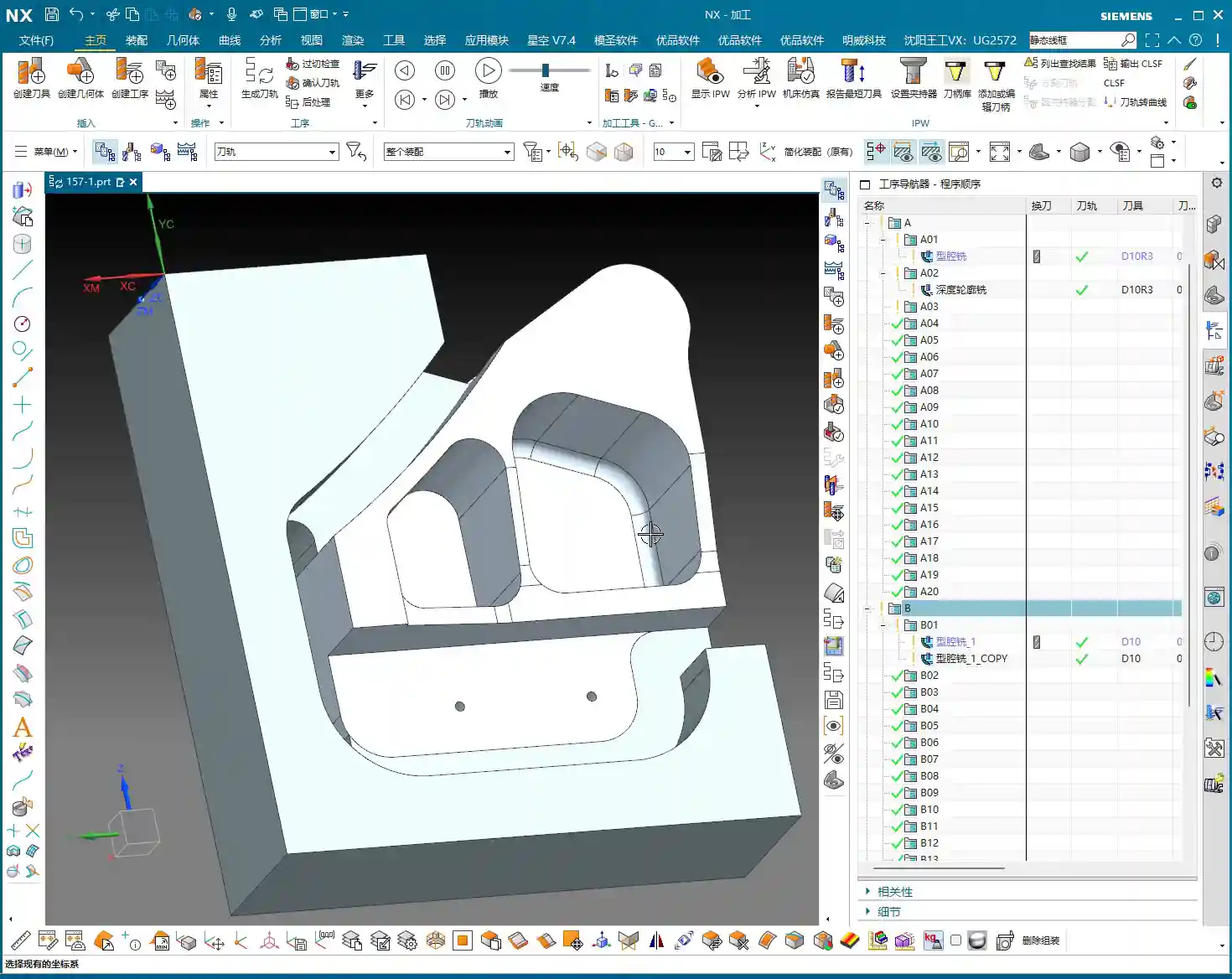
II. Backside Machining: Coordinate System Switching, Roughing and Finishing
Front side’s done. Next, flip the part over and machine the backside. Backside machining isn’t just copy-pasting; the coordinate system, toolpaths, and allowances all need a fresh review.

1. The Critical WCS (Work Coordinate System) Switch
For backside machining, the first and most crucial step is to switch the Work Coordinate System (WCS). You need to move the machine’s “eyes” to the backside of the part, otherwise, the tool will just be cutting air. Set the WCS on a critical plane on the backside, ensuring the Z-axis direction is correct. This is fundamental, but also the easiest place to make a mistake; once the WCS is wrong, the entire program is junk.
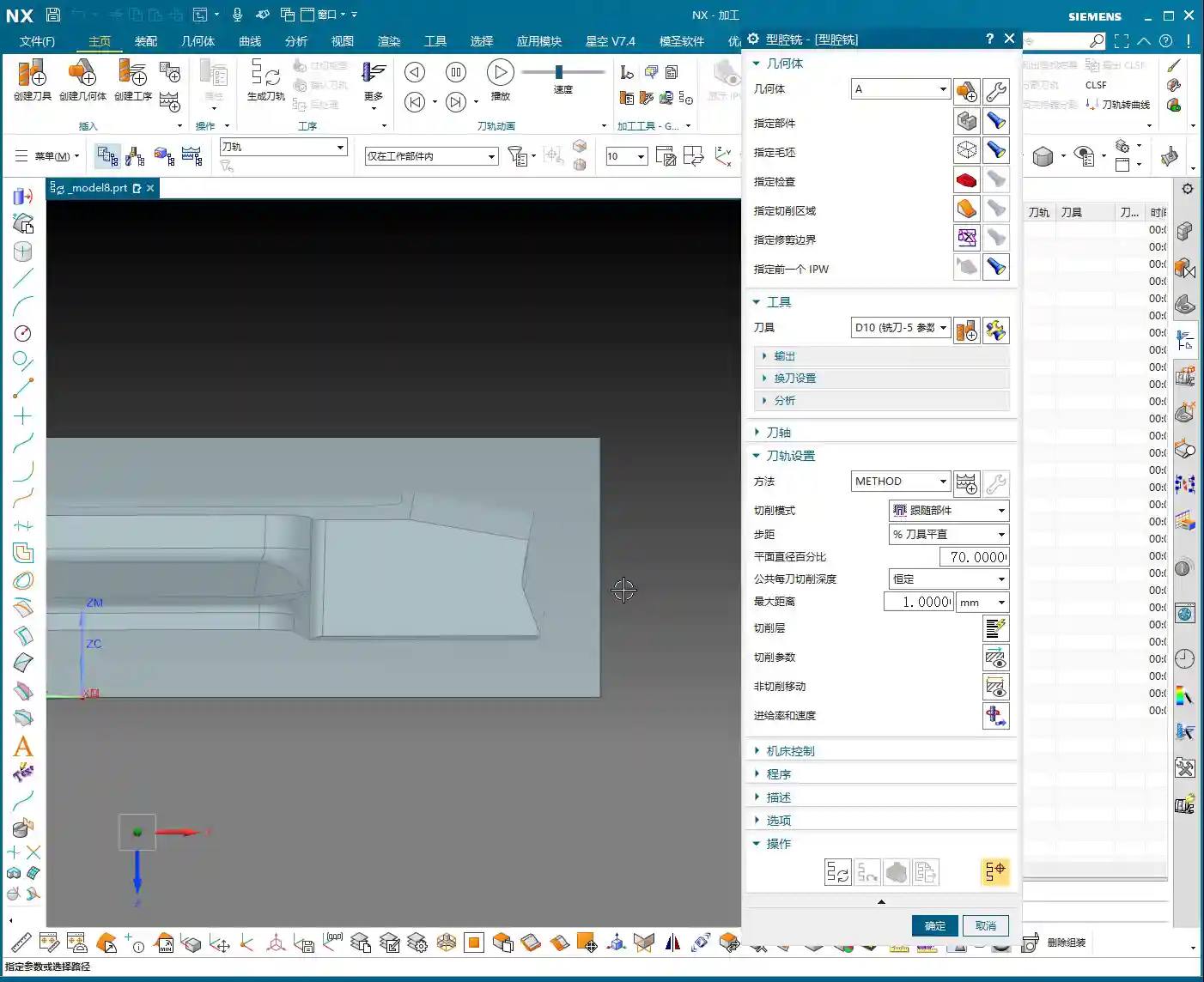
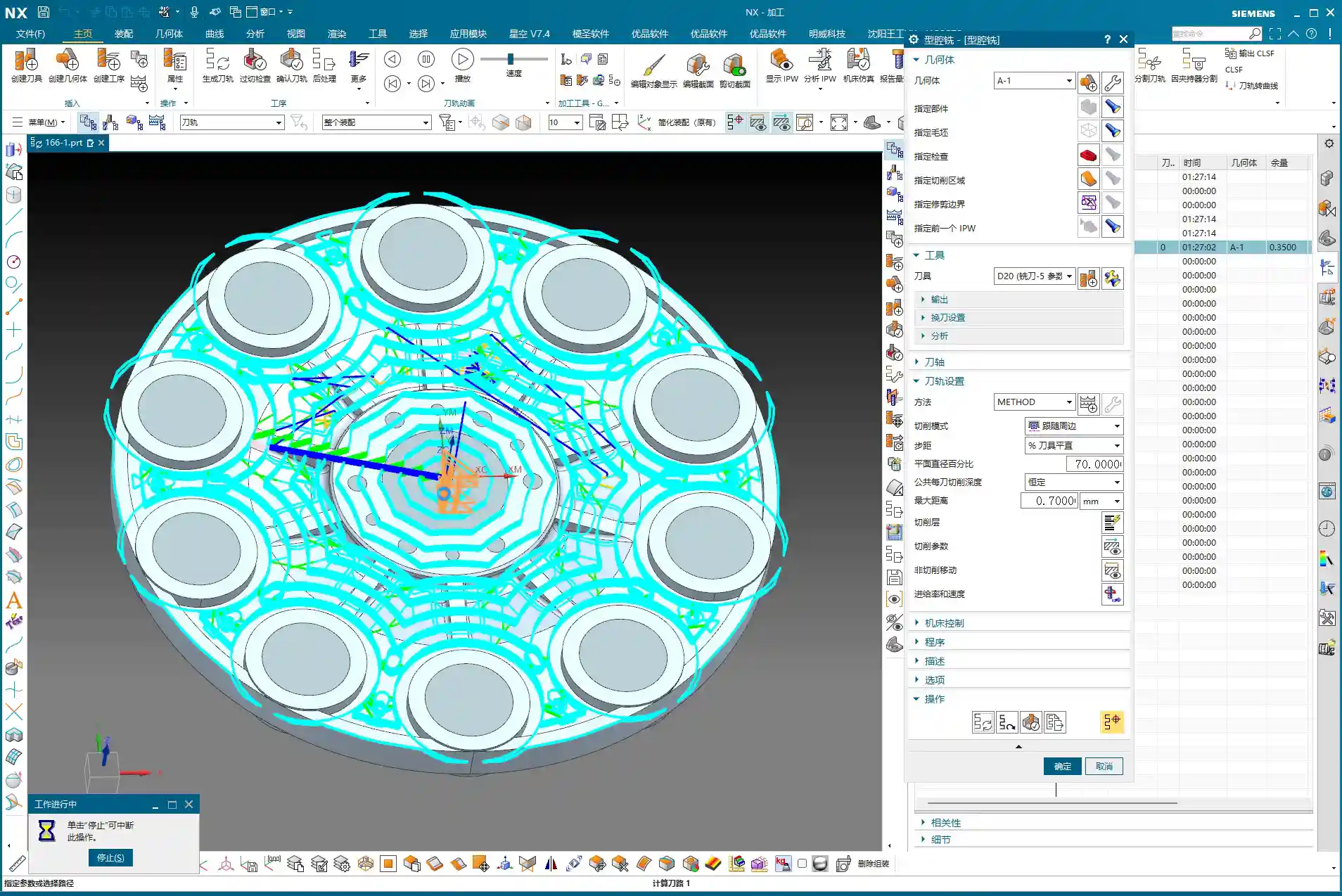
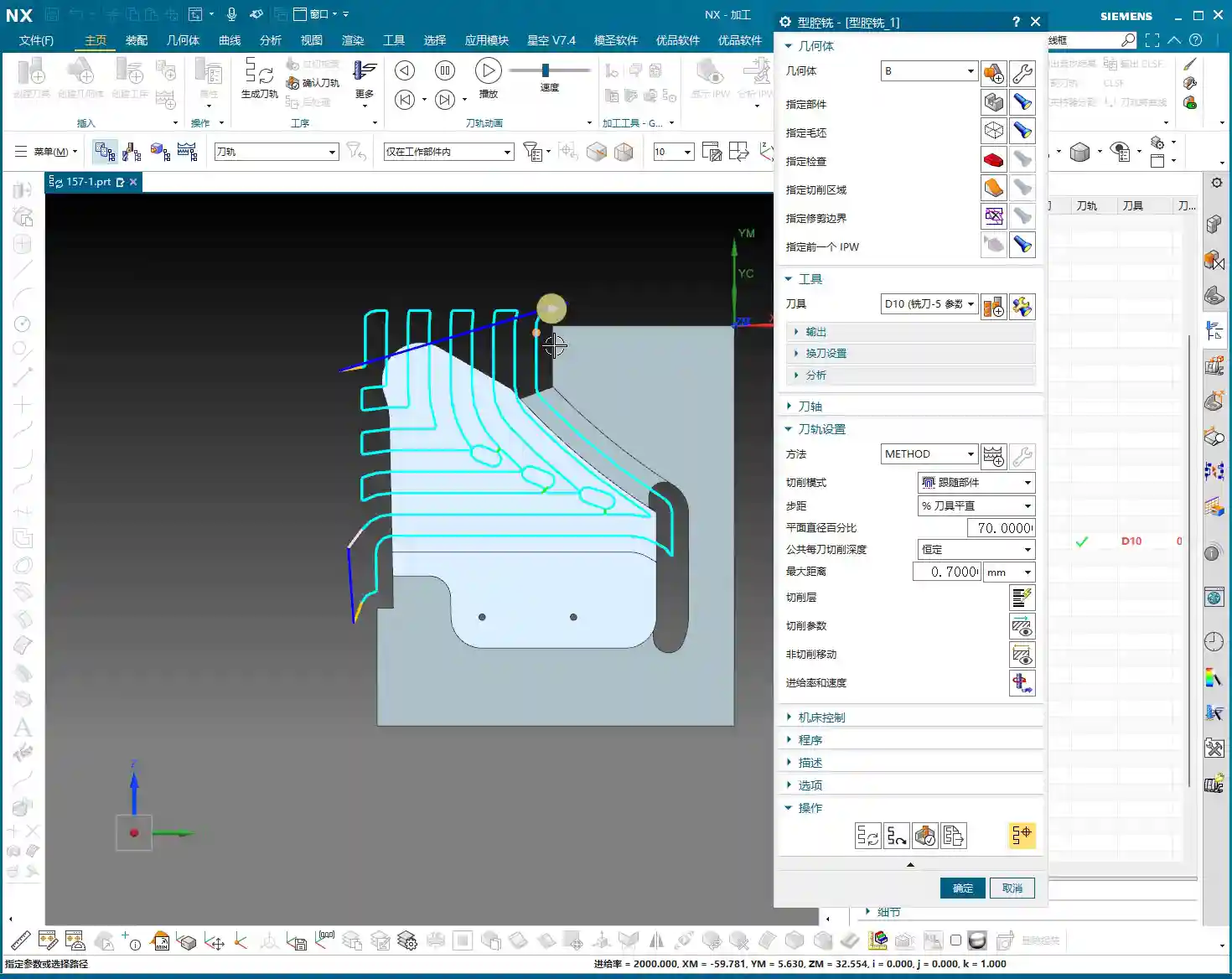
2. Backside Roughing: Face Milling Strategy and Cut Level Control
For the backside, we usually start with roughing. We can use “Cavity Milling” or Face Milling to quickly remove material. For example, using a 10 mm end mill, the single Depth of Cut (DOC) can be set to 0.7 mm. Here’s the key: how do you control the milling depth? You need to specify the “final cut level” on the machining plane, ensuring the tool mills precisely to your target surface. This effectively prevents overcutting or undercutting.
The toolpaths for backside roughing might also be a bit “meandering.” As long as it doesn’t affect machining quality and part strength, a slightly irregular toolpath is fine. The machining allowance should be appropriate; don’t leave too much, or your finishing operations will be overly burdened.
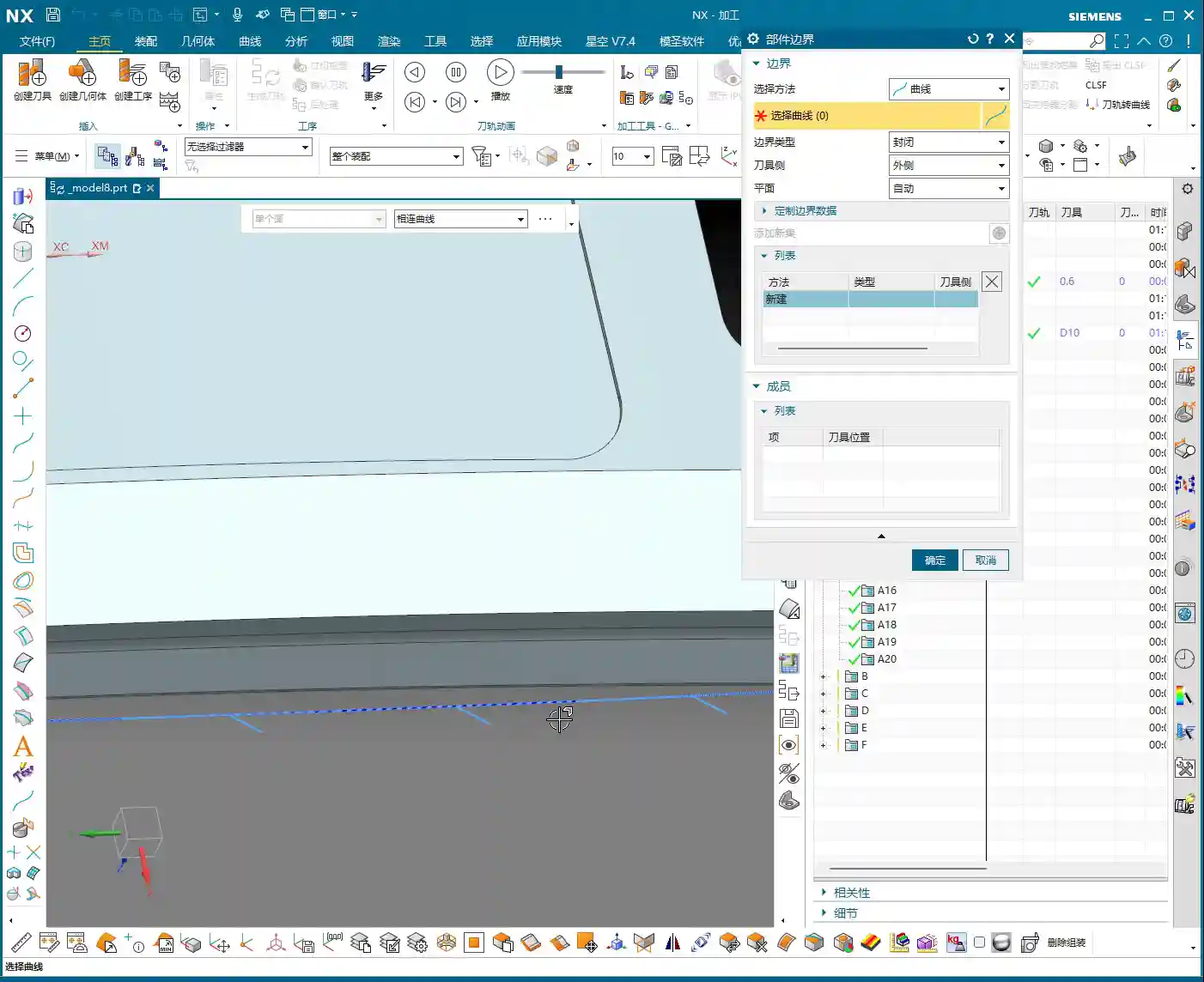
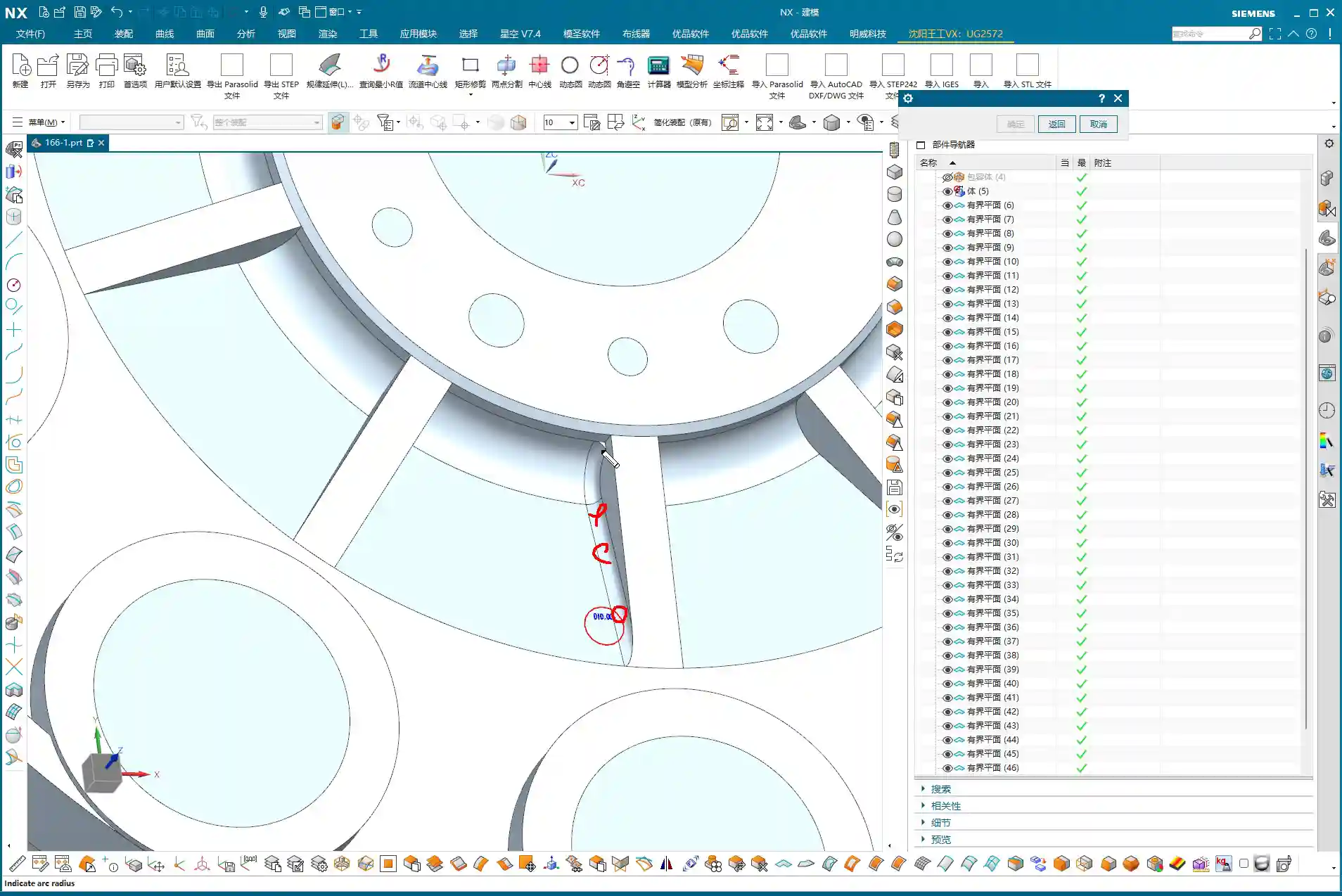
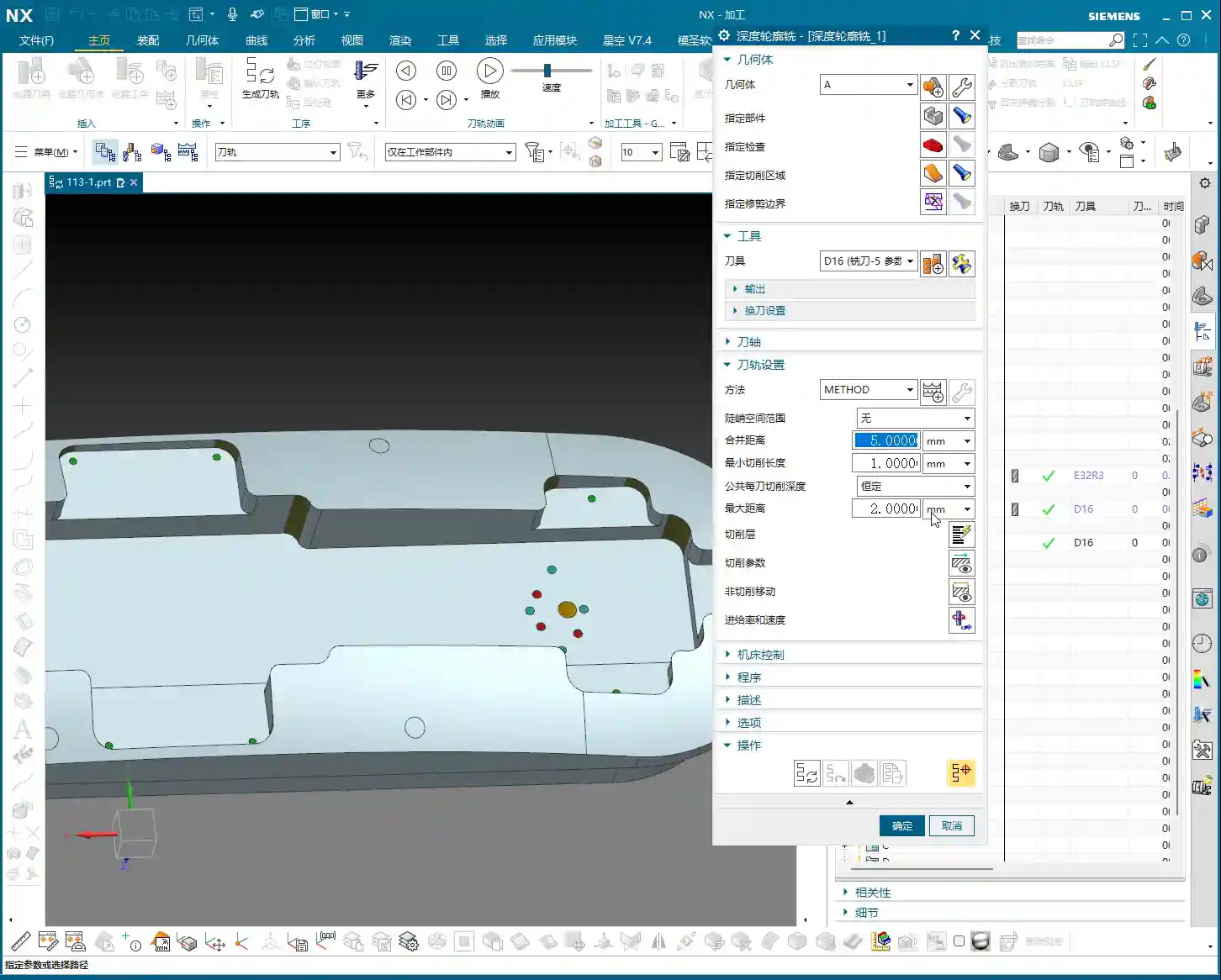
3. Backside Finishing Pass: Finishing the Bottom Surface & Toolpath Trimming
After roughing, it’s time for the backside bottom surface finishing operation. Here, our goal is to mill the bottom surface clean, so set the Depth of Cut (DOC) to 0, and the floor stock to 0, ensuring the tool follows the plane tightly.
But here’s a pitfall: the system-generated toolpath might “cut into” some areas inside the part that shouldn’t be touched. This won’t do! We need to use the “Trim” function to manually remove those unnecessary toolpaths. By selecting points, lines, or faces, you tell the software where the tool should stop. Remember, the toolpath must “stay within” but not run outside or enter forbidden areas. That’s how you ensure part integrity and accuracy.
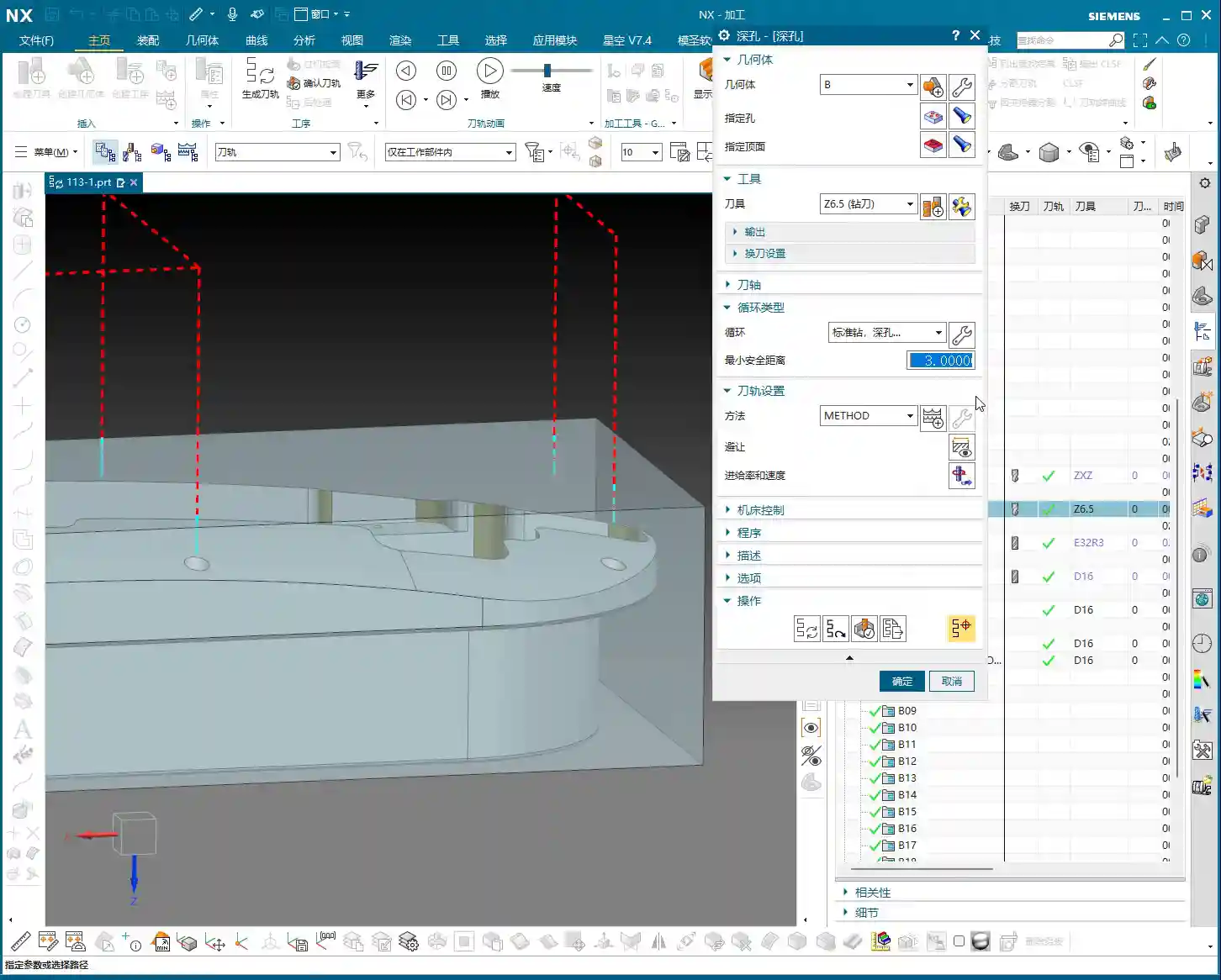
III. Backside Drilling: Efficient Layout and Depth Control

The final step in backside machining is usually drilling. This looks simple, but it’s a job that demands both efficiency and accuracy.
1. Drilling Strategy: To Spot Drill or Not To Spot Drill
For small holes like 2.1 mm, we can consider whether to use “Spot Drilling”. Theoretically, spot drilling prevents the drill from walking at the start, improving accuracy. But in practice, if the hole diameter isn’t large, the material is relatively soft, and the drill has good rigidity, we can “drill directly”, skipping the spot drilling step to boost efficiency. However, for critical hole locations or large-diameter drilling, spot drilling is essential.
2. Drilling Tools and Depth Control
Select a 2.1 mm carbide drill to ensure cutting performance. Drilling depth is also crucial; if hole tolerances are tight, you need precise control. For example, if the target depth is 20 mm, we might actually drill a bit deeper, setting it to 23 to 25 mm, to ensure the drill tip fully penetrates. Of course, the specific value must be determined by the drawing and actual conditions – don’t blindly overdrill.
When spot drilling, if the depth isn’t deep, a single pass is sufficient to avoid multiple engagements and retracts. At the same time, pay attention to the angle of the spot drill; this directly affects the hole’s chamfer. Don’t let the chamfer get too large and impact subsequent assembly.
Summary: Pitfall Avoidance Guide

1. The Core of Siemens NX Programming: Combining Theory with Practice
Textbook theory is important, but workshop experience is even more valuable. Siemens NX programming isn’t about rigid formulas; it requires you to flexibly adjust based on actual material, machine condition, and part requirements. Don’t just look at parameters; visualize how the tool moves on the workpiece. The cutting sound, sparks, and chips are all indicators for judging toolpath quality.
2. Master Your Tools, Don’t Be Mastered by Them
Software like Siemens NX is powerful, but it’s just a tool. A true programming expert masters the tools, rather than being led by them. Check IPW and toolpath simulations, but ultimately, rely on the physical part. When you encounter issues, don’t be afraid to modify; persistent trial-and-error is how you find the most suitable solution.
3. Strive for Perfection, But Prioritize Efficiency and Cost
Over-optimization wastes time, especially in teaching and beginner stages. In actual production, we need to maximize efficiency and reduce costs while ensuring quality. Some minor unnecessary retracts or non-excessive overcutting can be acceptable in certain situations. Learning to strike that balance – that’s the mark of a seasoned veteran.
Alright, that’s it for today’s lesson. Go practice yourselves; with Siemens NX, mastery comes with practice!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.