📝 Key Takeaways:
Siemens NX Surface Driven Machining in Practice
Surface Driven Machining: Practical Application to Prevent Issues
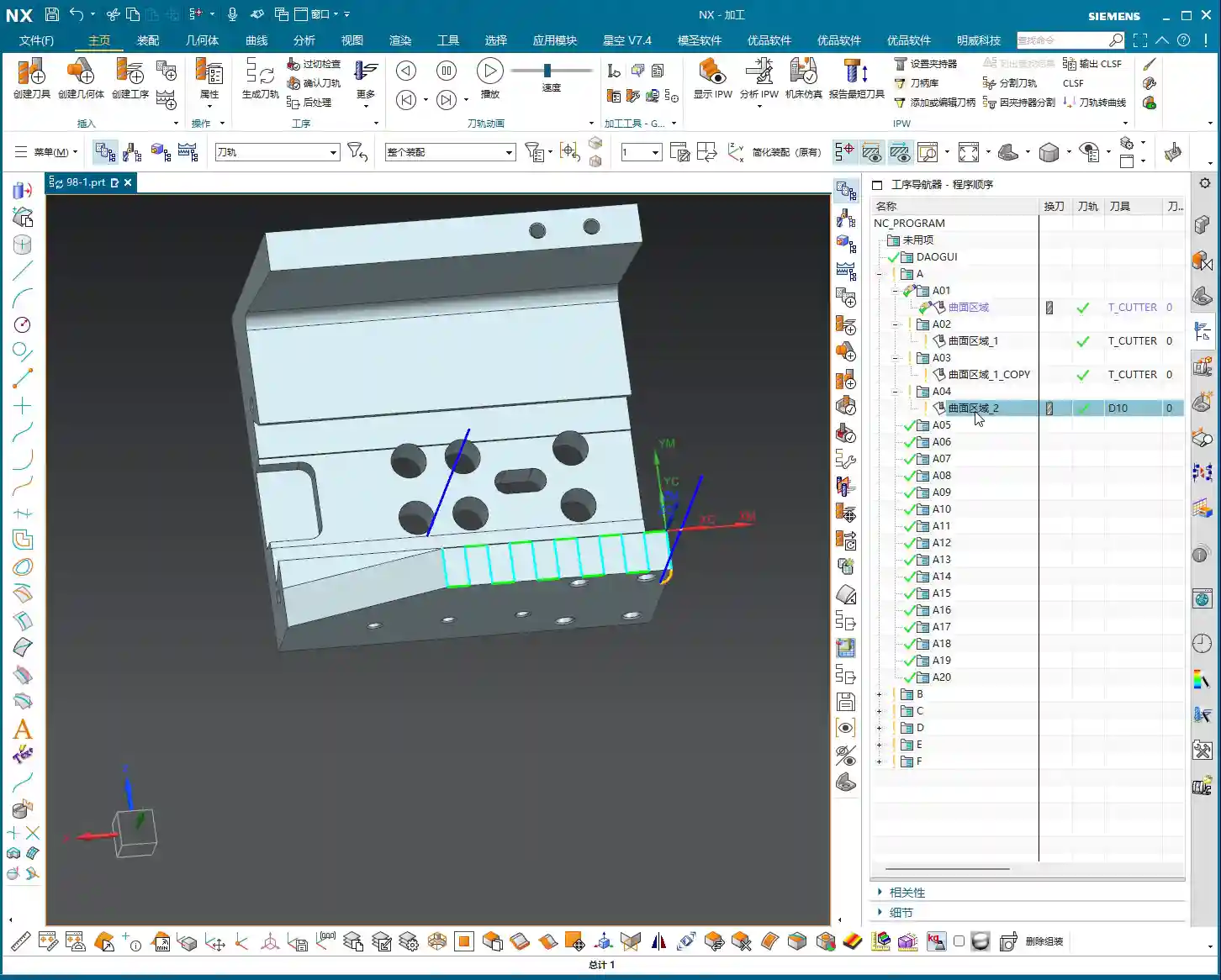
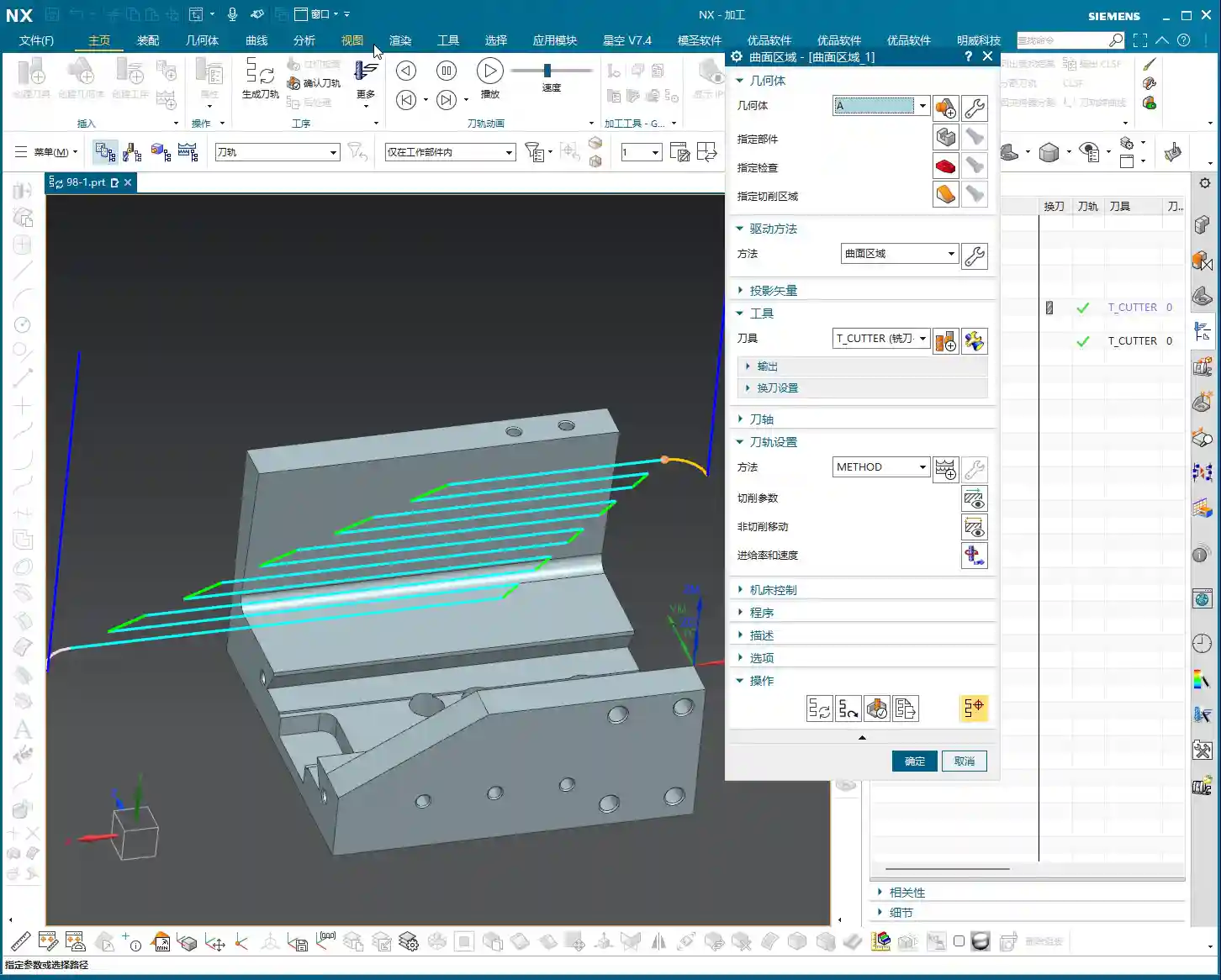
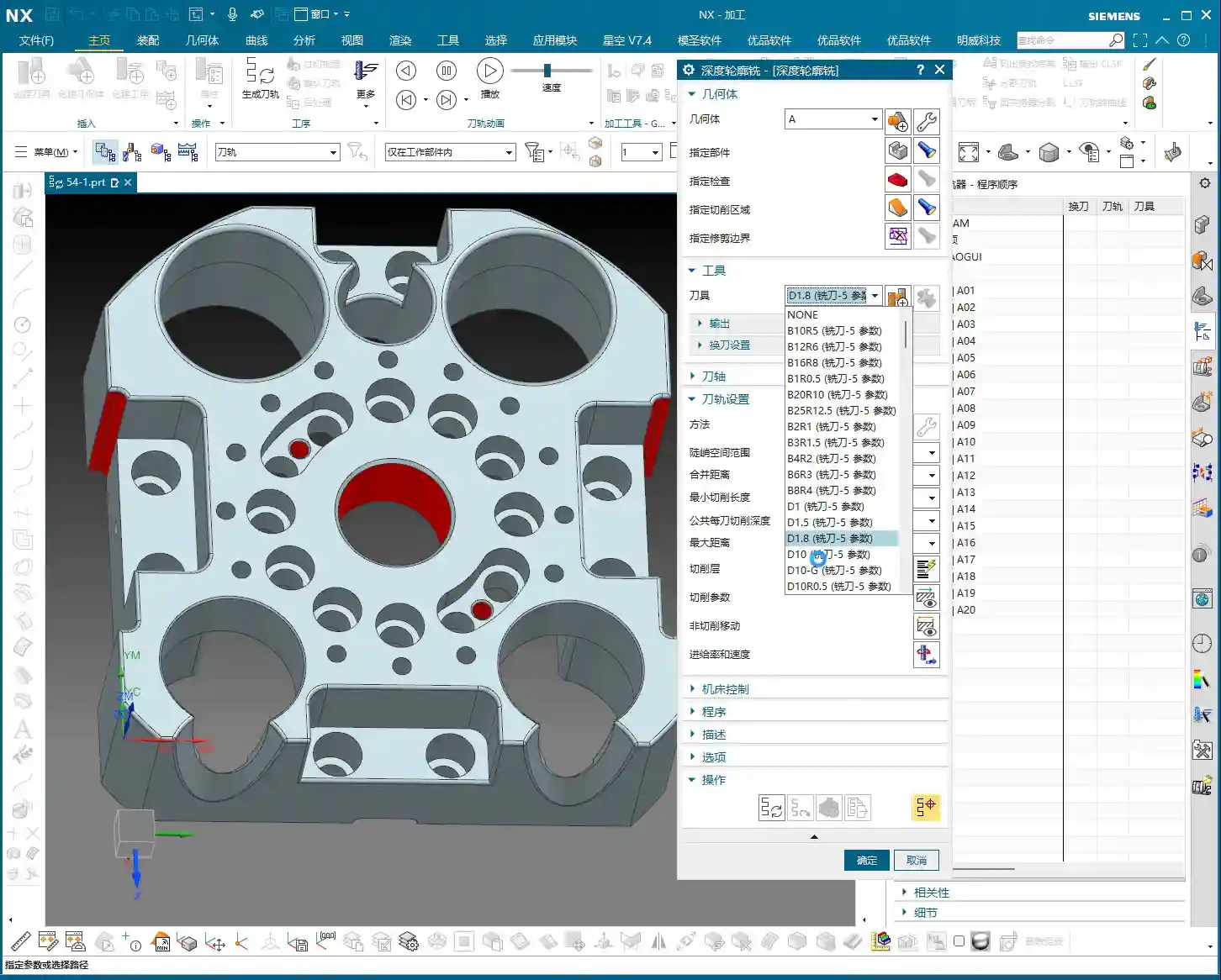
Basic Operations: Face Selection and Direction
Listen up, lads! Today we’re diving deeper into Siemens NX’s Surface Driven machining. This stuff looks simple, but there’s a lot more to it than what you’ll find in any textbook.
First off, the most fundamental step is selecting the **drive geometry**. You pick the face, and that’s the face that gets machined – no surprises there. But you gotta watch the direction carefully. Sometimes, if the direction is wrong, the generated toolpath will be reversed, and you’ll scrap the part! You’ll have to manually “reverse” it. It’s the same principle as when we’re doing a “Finishing pass” on a flat surface, right?
The Stepover also needs to be set correctly. Don’t just rely on default values; those are just for show. For actual machining, you need to determine it based on your tooling, material, and required surface finish. For example, if you’re doing a Finishing pass on aluminum, a larger Stepover might be fine. But for titanium alloys or nickel-based superalloys, you need to be extremely careful; even a slightly larger Depth of Cut (DOC) can chip the tool. And custom grinding a non-standard tool isn’t cheap!
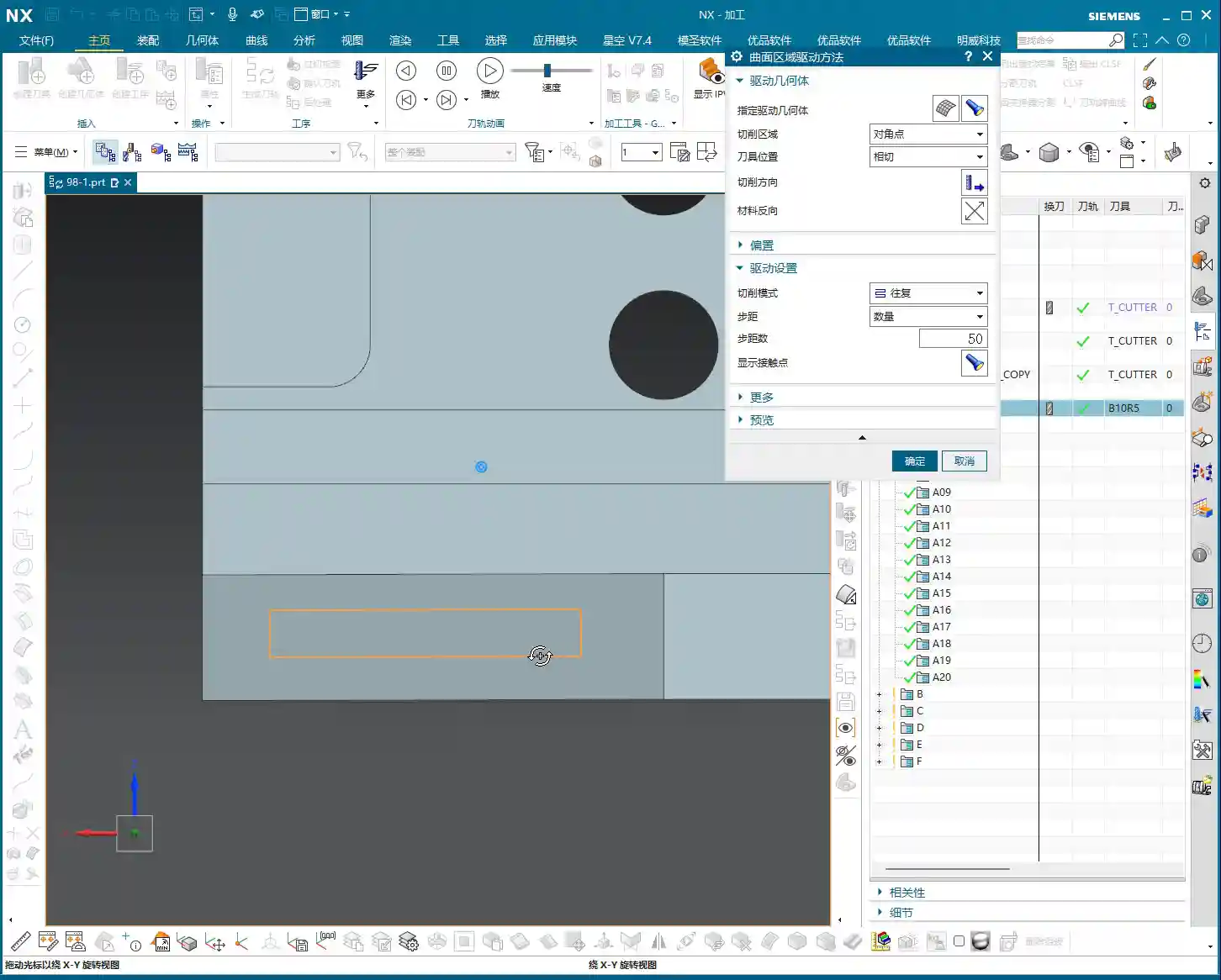
Core Technique: The Secrets of Diagonal Point Drive
Next, let’s look at the “Diagonal Point” mode. This feature might not be something you use often, but it can be a lifesaver in critical situations. It lets you select two diagonal points to define the machining area. For instance, if you only want to machine a small rectangular section on a face, just box it in!
In actual production, however, I, Old Wang, generally recommend using Surface Percentage more often. For the Diagonal Point mode, just understand its principle: it helps you define a machining range using two points. But don’t expect it to do too many fancy tricks. Most of what it can do, Surface Percentage can also achieve, and often with greater flexibility.
Remember one thing: these modes are just tools. The key is in your head – knowing what needs to be machined and what the most efficient way to do it is.

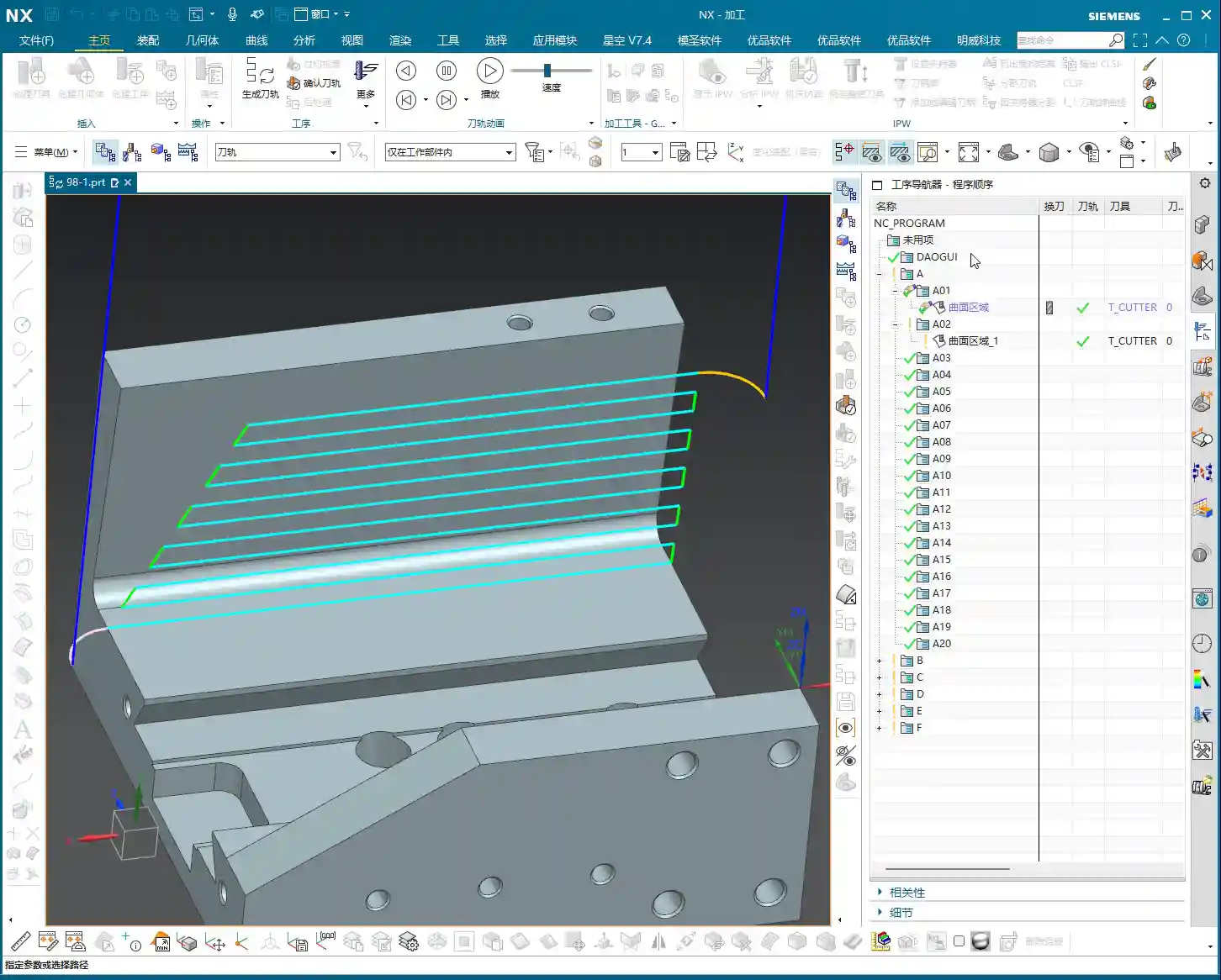
The Art of Boundary Constraints (Check Surfaces): Safety and Efficiency are Paramount
Why Do Overcuts Occur? The Importance of Check Surfaces
Alright, listen up, because this next point is absolutely critical! How many times have I told you guys: you MUST select your Machining Boundaries (what Siemens NX calls “Check Surfaces”) properly! Otherwise, the toolpath will run wild like a runaway horse, and “snap!” – you’ll overcut in corners or along edges! Every scrapped part in your shop is hard cash down the drain, far more expensive than a few extra mouse clicks!
If you don’t select Check Surfaces, the toolpath will follow the maximum extent of the drive geometry. As soon as any area exceeds the predefined machining range, you’re asking for trouble. This is especially true for complex surfaces; one lapse in attention and you’ll “mill right through” the part. This is no joke.

Select All? Absolutely Not!
Some folks try to save time by selecting all faces as Check Surfaces, thinking it’s the safest approach. Wrong! Dead wrong! I’ve said this many times before: doing that can easily mess up your toolpath, resulting in a completely disorganized program! This happens because when the drive geometry is projected, it considers all Check Surfaces, which can sometimes conflict with each other, leading to chaotic path planning.
So, be selective! For whichever area you’re machining, only select the boundaries for that specific region. Don’t be greedy. Striving for precision is our duty in machining.
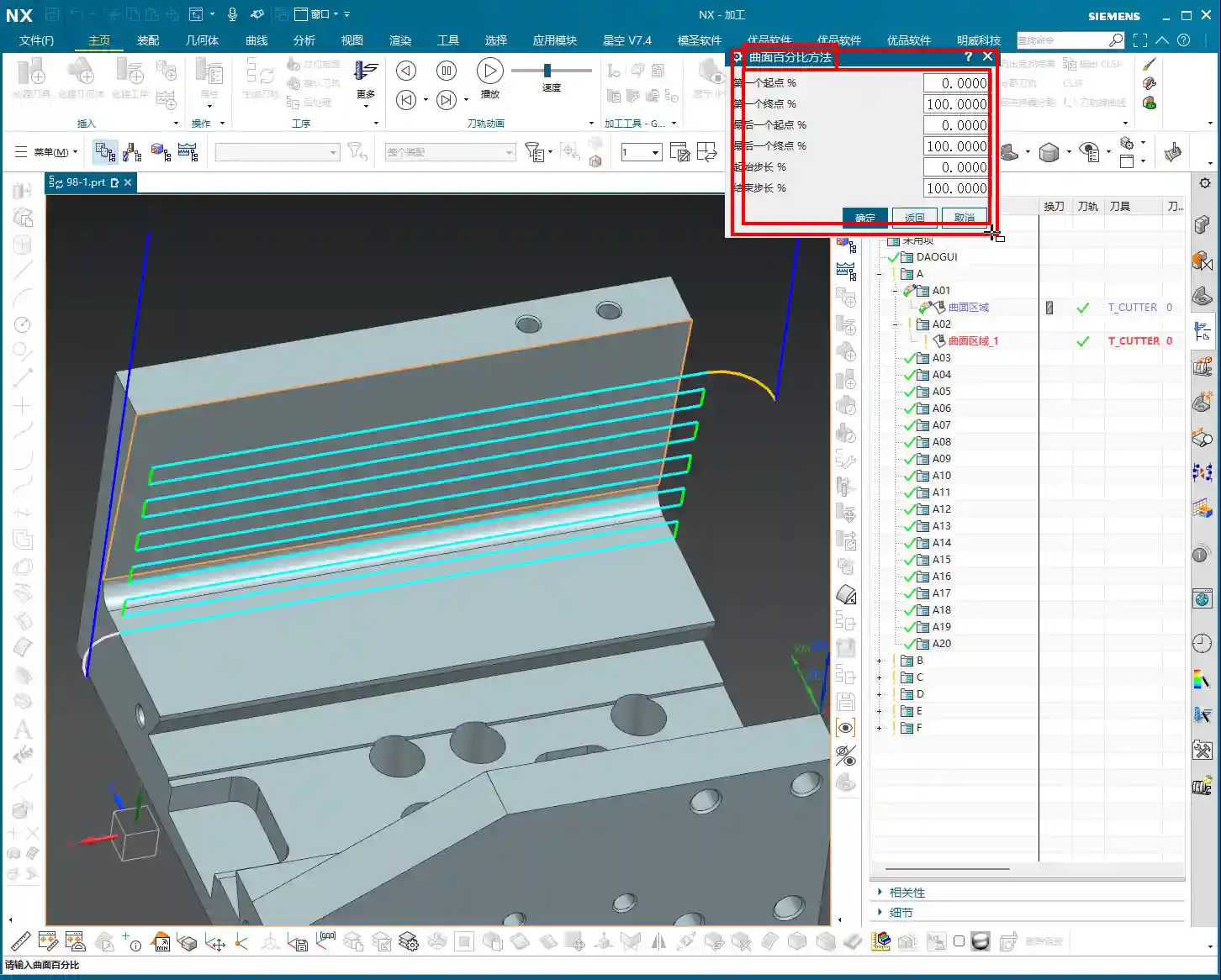
The Key to Undercut Machining: The Clever Use of Surface Percentage
This Surface Percentage feature is truly a powerful tool when machining special geometries, such as undercut faces or sidewalls! It allows you to extend or shrink the boundary of your selected drive face by a percentage. Especially for undercuts, if you use traditional toolpaths, you’re very likely to experience tool collisions or poor results. But with Surface Percentage combined with the right parameters, the results are outstanding!
Furthermore, it’s very much like what we often refer to as “Finishing pass on a flat surface” or “Finishing pass on a sidewall.” Many times, a single Surface Driven operation can replace several dedicated toolpath commands, instantly boosting your efficiency.

Direction and Projection: The Physical Logic Behind NX Toolpaths
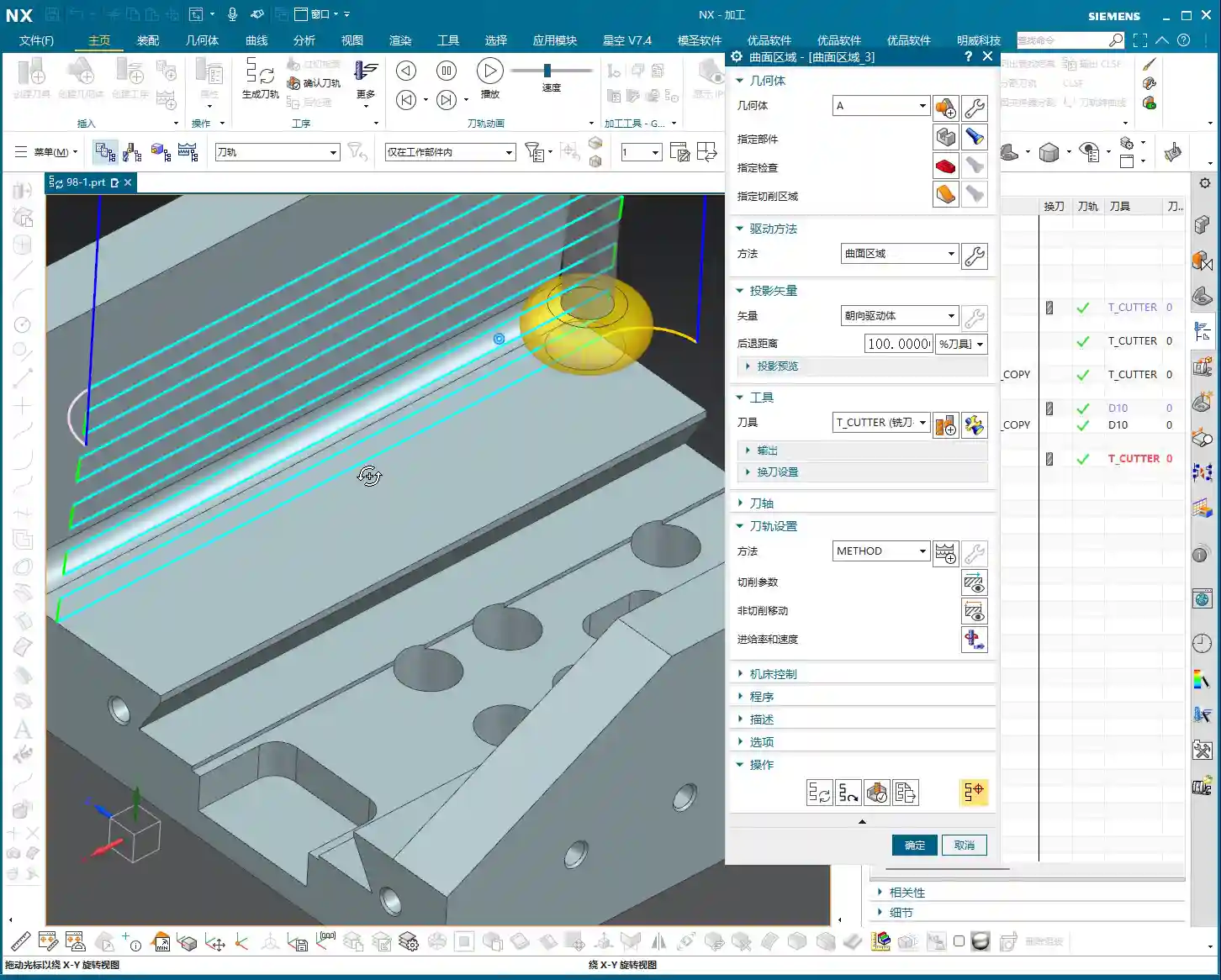
Drive Geometry Projection: Precisely Locating the Machining Area
With NX, much of the time you’re essentially dealing with “projection.” The drive face you select will be projected onto the machining area according to your set “direction.” This projection direction dictates the direction your tool will descend. If your direction is wrong, the projected machining area will be completely different from what you envisioned!
Especially the option “Project to Drive Geometry”: it doesn’t just cut simply from top to bottom. Instead, the tool’s projection direction aligns with the drive geometry. When machining certain angled or curved surfaces, this ensures the tool cuts perpendicular or at an angle to the surface, leading to better cutting performance and extended tool life.

“Retract Distance”: A Trap in Small Hole Machining
Here’s another pitfall: the “Retract Distance”. This feature provides a safe clearance for the tool during drive face projection to prevent collisions. If you’re machining a relatively small hole and this Retract Distance is set too large, the tool might not even be able to enter the hole, making it impossible to machine!
Therefore, when dealing with small holes or narrow areas, always check and adjust the Retract Distance according to the actual situation. Don’t just set it blindly! Attention to detail determines success or failure; these are lessons learned the hard way in the shop, paid for with sweat and blood!
The Powerful Combination of Percentage and Boundaries: Precise Toolpath Control
Flexible Use of Percentage: Extension and Limitation
When you use Check Surfaces and Percentage together, that’s when things get powerful! For example, if you set a negative percentage (e.g., -20%), the toolpath will shrink inward. Set a positive percentage, and it will extend outward. But will this extension cause an overcut? That depends on how accurately you’ve selected your Check Surfaces.
Once you’ve selected Check Surfaces, the toolpath will obediently stay within those boundaries and won’t extend further. It’s like drawing a cage for the toolpath; it can’t escape. So, by flexibly applying Check Surfaces and Percentage, you can precisely control the toolpath, directing it exactly where you want it to go and preventing it from going where you don’t.
Summary: Pitfall Avoidance Guide
Listen up, lads, everything I’ve taught you today is based on 15 years of hard-won experience. Siemens NX’s Surface Driven capabilities are powerful, but don’t operate blindly.
First, ALWAYS check the drive direction! You absolutely must verify the toolpath’s orientation. If it’s reversed, correct it; don’t just assume it’s right.
Second, Machining Boundaries (Check Surfaces) are your safety valve! Selecting them correctly prevents overcutting. Don’t select all, and don’t pick them randomly. If you’re unsure, it’s better not to select any, but then you absolutely must meticulously check the toolpath simulation afterward.
Third, parameters are NOT fixed! Values like “Retract Distance” and “Percentage” must be applied dynamically based on your workpiece, tooling, and material. It’s not a one-size-fits-all solution; don’t just stick to whatever the textbook says.
Finally, simulation is fundamental, but practical application is the real test! Don’t just rely on a perfect computer simulation. Before hitting the machine, mentally run through the process, observe the cutting sparks, and listen to the tool’s sound – that’s where true expertise lies!
Remember, in this business, efficiency and cost-effectiveness are the absolute truths. Every part not scrapped, every extra minute of machining time, translates directly to profit! This isn’t just a technical skill; it’s also about business acumen.
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.