📝 Key Takeaways: Master Wang guides you through practical Siemens NX hole operation programming, covering the complete workflow from Work Coordinate System (WCS) setup to drilling, tapping, slot milling, and chamfering. He provides detailed explanations on tool selection, depth control, stock allowance, and precision compensation, addressing machining challenges not typically found in textbooks to ensure high precision and efficiency.
Hello everyone, this is Master Wang. Today, no fluff, just practical insights! We’ve got a part here with various holes – through holes, blind holes, threaded holes – plus a long slot. Don’t let the simplicity of holes fool you; there’s a lot to them. Today, I’ll walk you through the machining processes and Siemens NX programming tips for these holes.
Process Overview: Preparation is Key
Listen up, before we start, you need to have a clear plan. For the holes on this part, we first need to categorize them and define the machining sequence. After reviewing, here are the main types:
- One center slot, 51mm wide, 9.5mm deep.
- Four M4 threaded holes, requiring a pilot hole to be drilled first, then tapped.
- Four Φ8 clearance holes (counterbore holes), for screw assembly.
- Several Φ10 through holes.
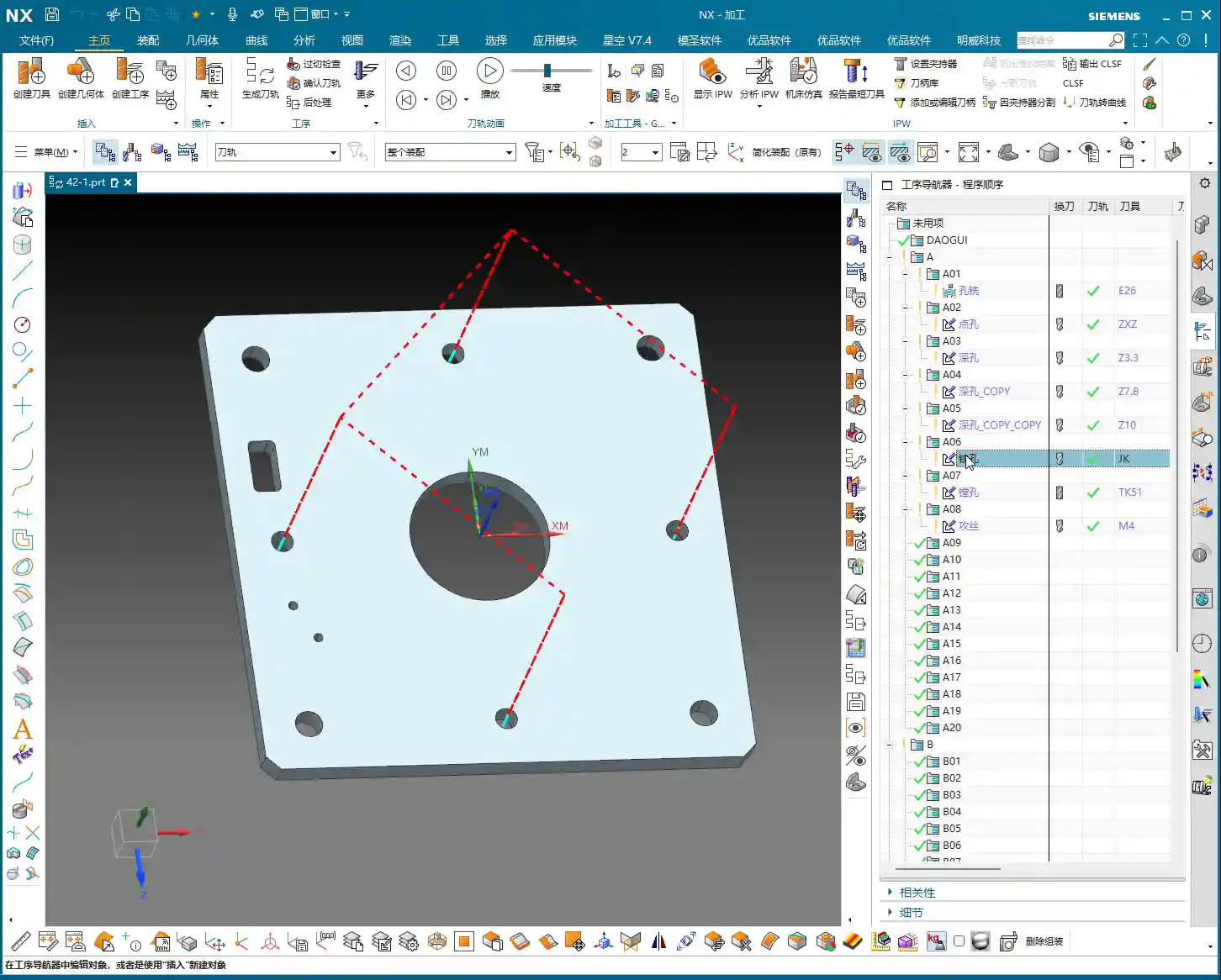
My plan is to first mill the slot, then spot drill for positioning, followed by drilling the pilot holes, chamfering, and finally tapping. And don’t forget the intermediate cleanup and finishing passes.

Coordinate System Setup: Building a Solid Foundation
In Siemens NX, the first step is to set up the Coordinate System. Get this wrong, and everything else is a waste of time. I usually set it at the center, or on a critical datum face of the part. This time, we’ll set it directly in the center of the part.
- Create new geometry, then click OK.
- Select ‘Plane’ for the Work Coordinate System and directly input Z-axis 100mm, then OK. This Z100 is your safety clearance, making toolpath visualization easier and preventing tool crashes.
Hole Position Measurement and Planning: Know Your Numbers, Work Confidently
In Siemens NX, you need to know how to use the measurement tools. Don’t just rely on eyeballing the blueprint; a quick measurement in the software will give you the exact dimensions.
- Center Slot: Width 51mm.
- M4 Threaded Holes: Pilot hole diameter 3.3mm (M4 standard pitch 0.7mm). Tapping depth should be slightly deeper than the effective thread depth.
- Φ8 Clearance Holes: Actual drill diameter we set at 7.8mm, leaving 0.2mm stock allowance for later finishing or to improve surface quality.
- Φ10 Through Holes: Diameter 10mm.
You need to engrave these figures in your mind so you won’t get flustered during programming.

Hands-on Practice: Siemens NX Programming and Machine Operation
Rough Milling the Center Slot: Aggressive Machining for Initial Material Removal
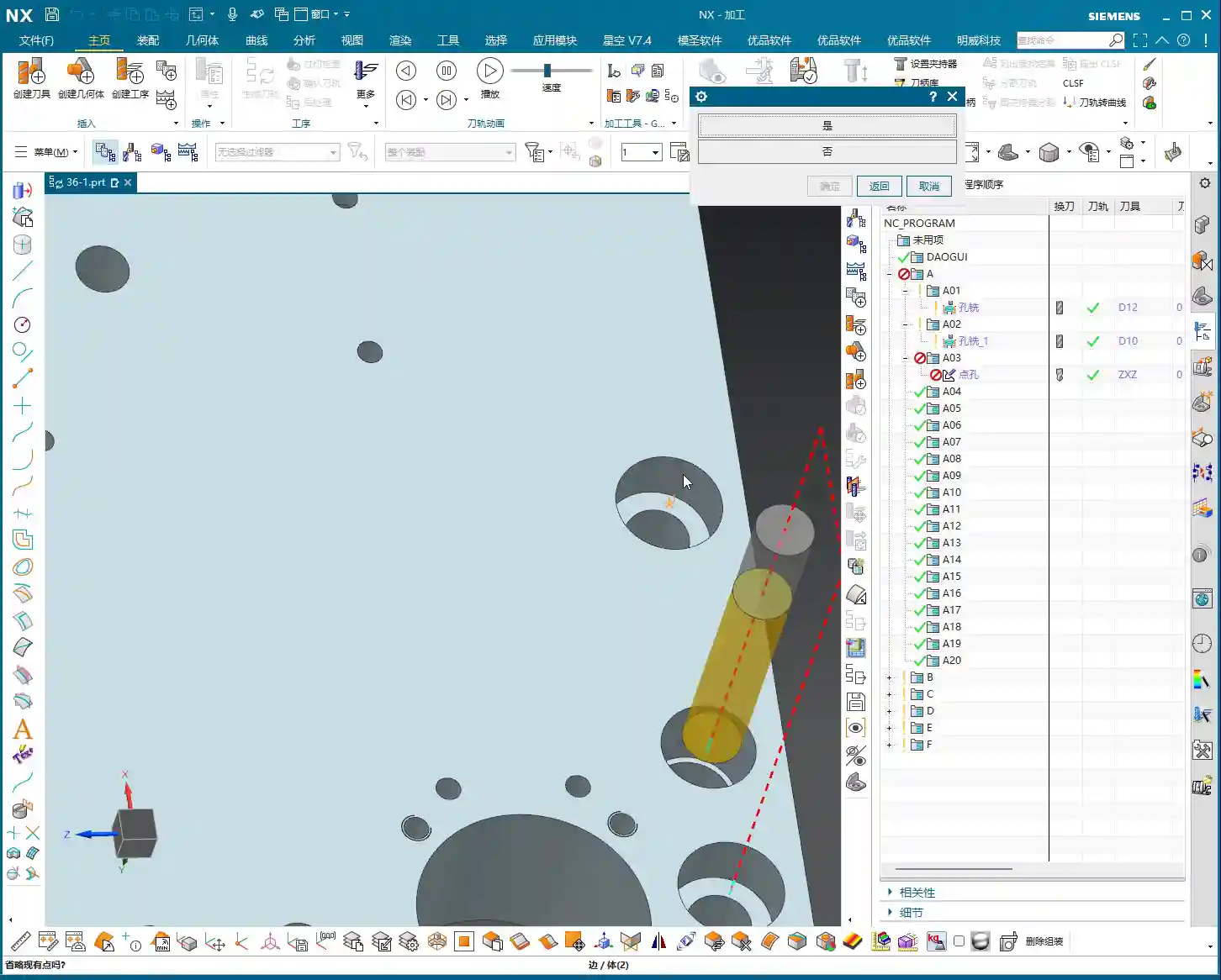
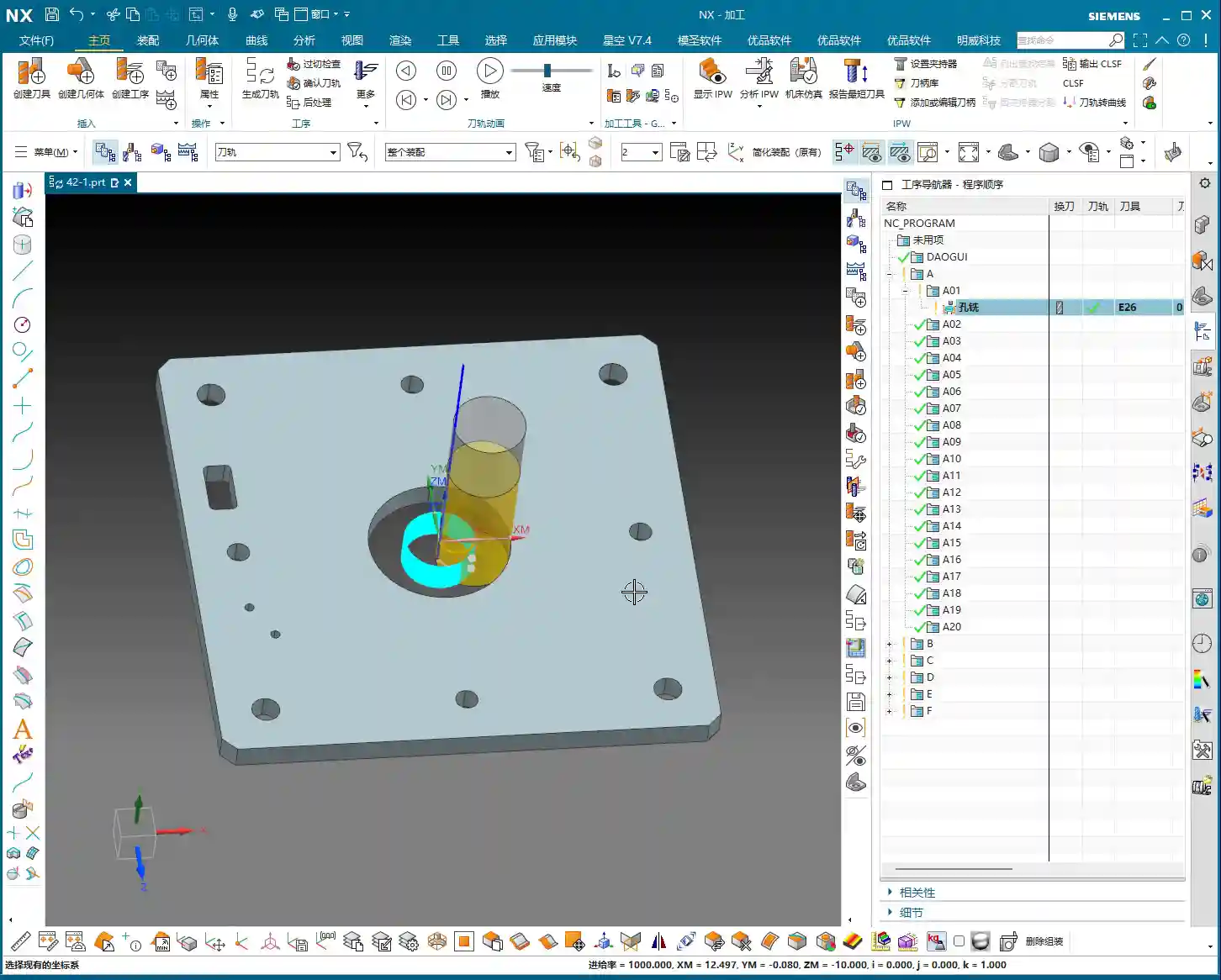
For this slot, we’ll use ‘Hole Milling,’ which is essentially Slot Milling. Since it’s roughing, we can use a larger tool, but you must consider chip evacuation and cutting forces.
- Insert operation, select HOLE_MILLING.
- Specify feature hole, select our center slot.
- Tool: I’ll choose a Φ26 end mill. To mill a 51mm wide slot with a Φ26 tool, you’ll need multiple passes or multiple levels to ensure smooth chip evacuation and prevent excessive cutting forces.
- Cutting depth: The blueprint shows 10mm, but for stability and final accuracy, we’ll rough mill to 9.5mm. This leaves a 0.5mm stock allowance for subsequent finishing, resulting in less workpiece deformation and a better surface finish.
- Optimize toolpath: Remember to adjust the entry method – helical or ramp entry. Don’t plunge straight down; that can lead to aggressive engagement and break the tool!
Master Wang’s Tip: Don’t just trust the software simulation; you need to observe the actual cutting sparks and listen to the sound to make judgments. Excessive sparks or a dull, heavy sound definitely indicate aggressive cutting. Adjust your feed rate and spindle speed immediately!

Spot Drilling for Positioning: Precise Start for Drilling, Preventing Runout
Spot drilling creates a guide for the drill. Without it, the drill is prone to wandering, especially for holes with a high length-to-diameter ratio. It’s a simple step, but never skip it.
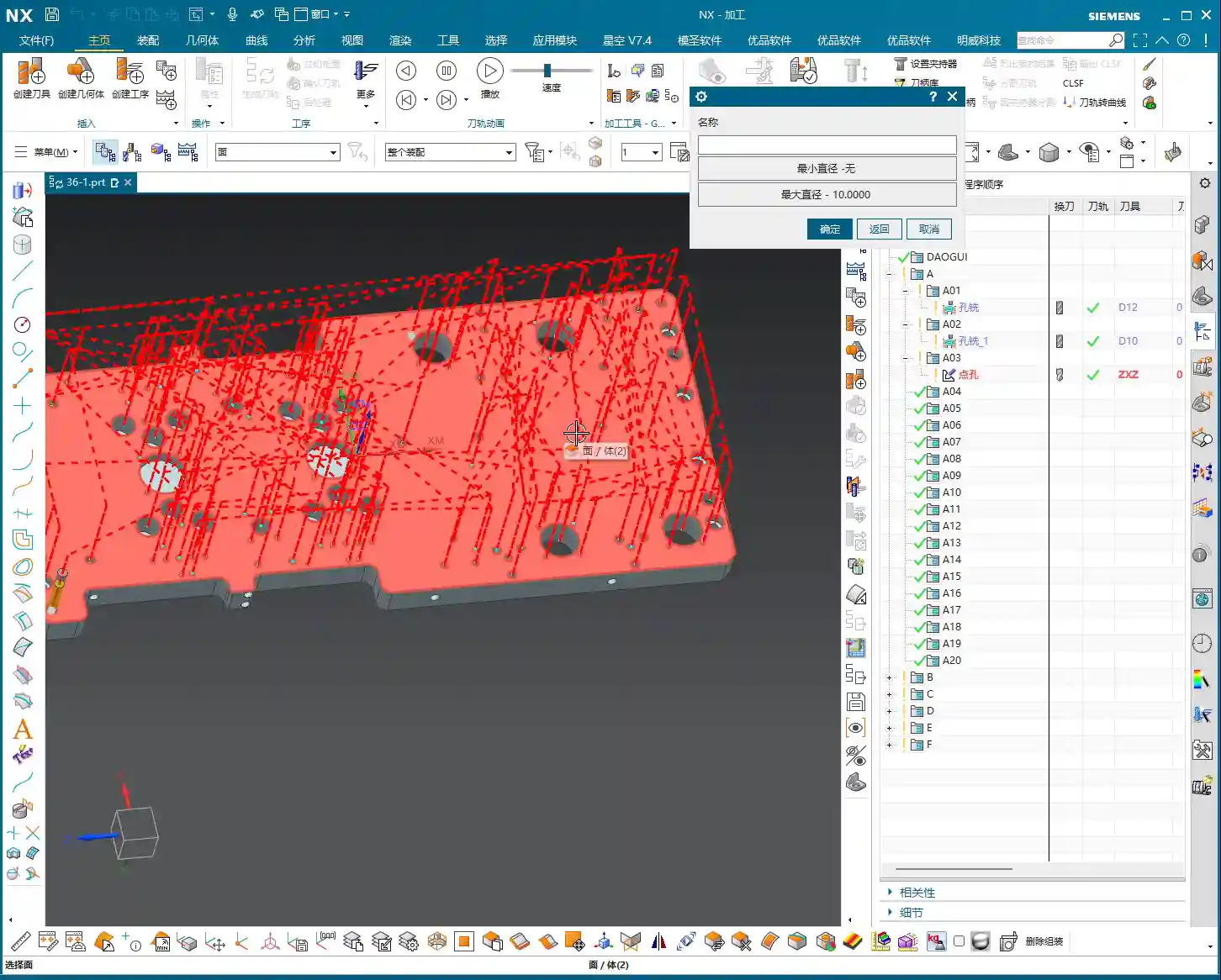
- Insert operation, select SPOT_DRILLING.
- Specify feature hole, select all remaining round holes except the slot we just milled.
- Tool: Use a center drill, typically 60- or 90-degree.
- Depth: A 2-3mm depth is sufficient; its main purpose is positioning.
Drilling Operations: Appropriate Depth and Judicious Stock Allowance
Drilling is a core operation. Holes of different diameters and purposes require different drilling strategies.
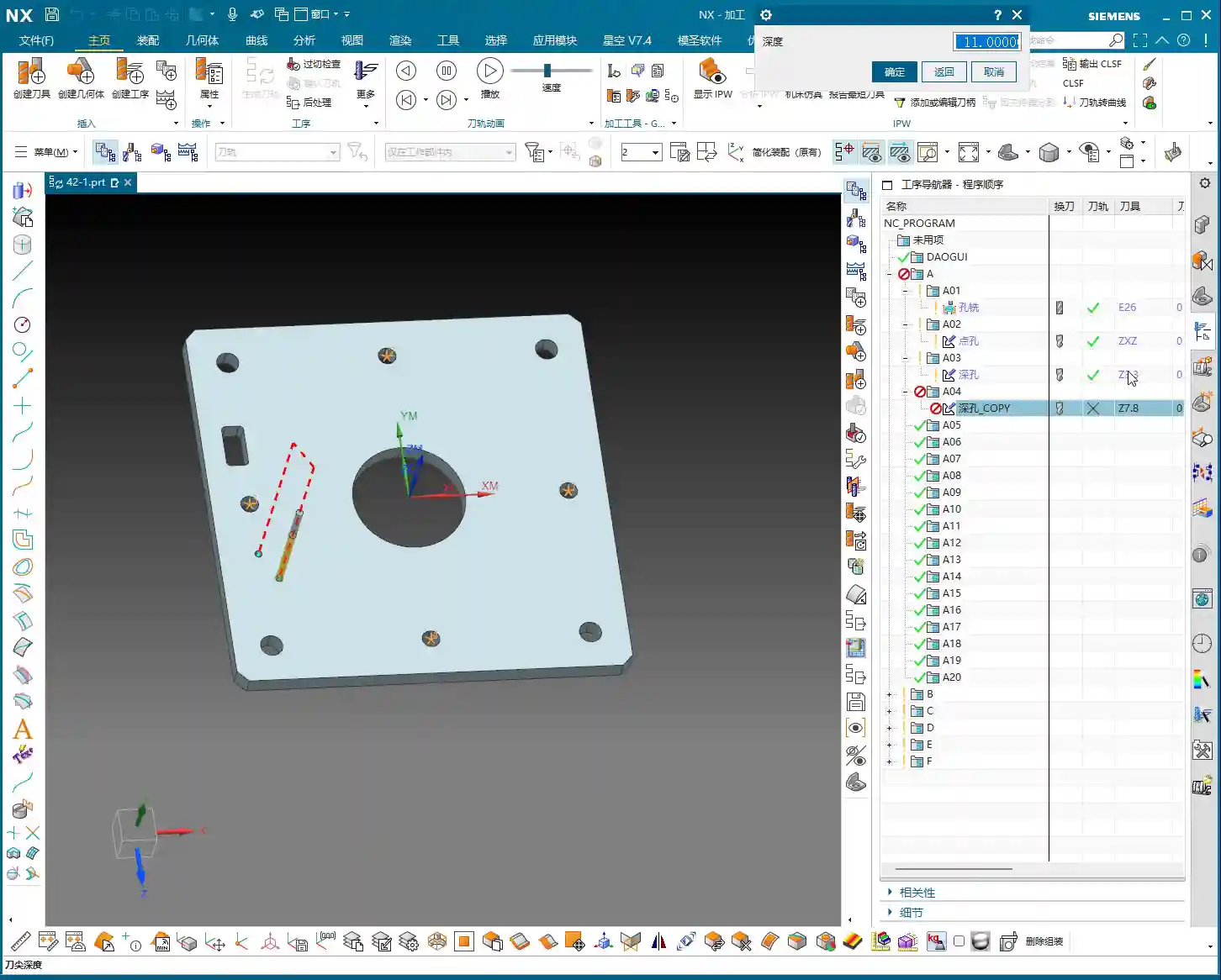
M4 Thread Pilot Hole (Φ3.3)
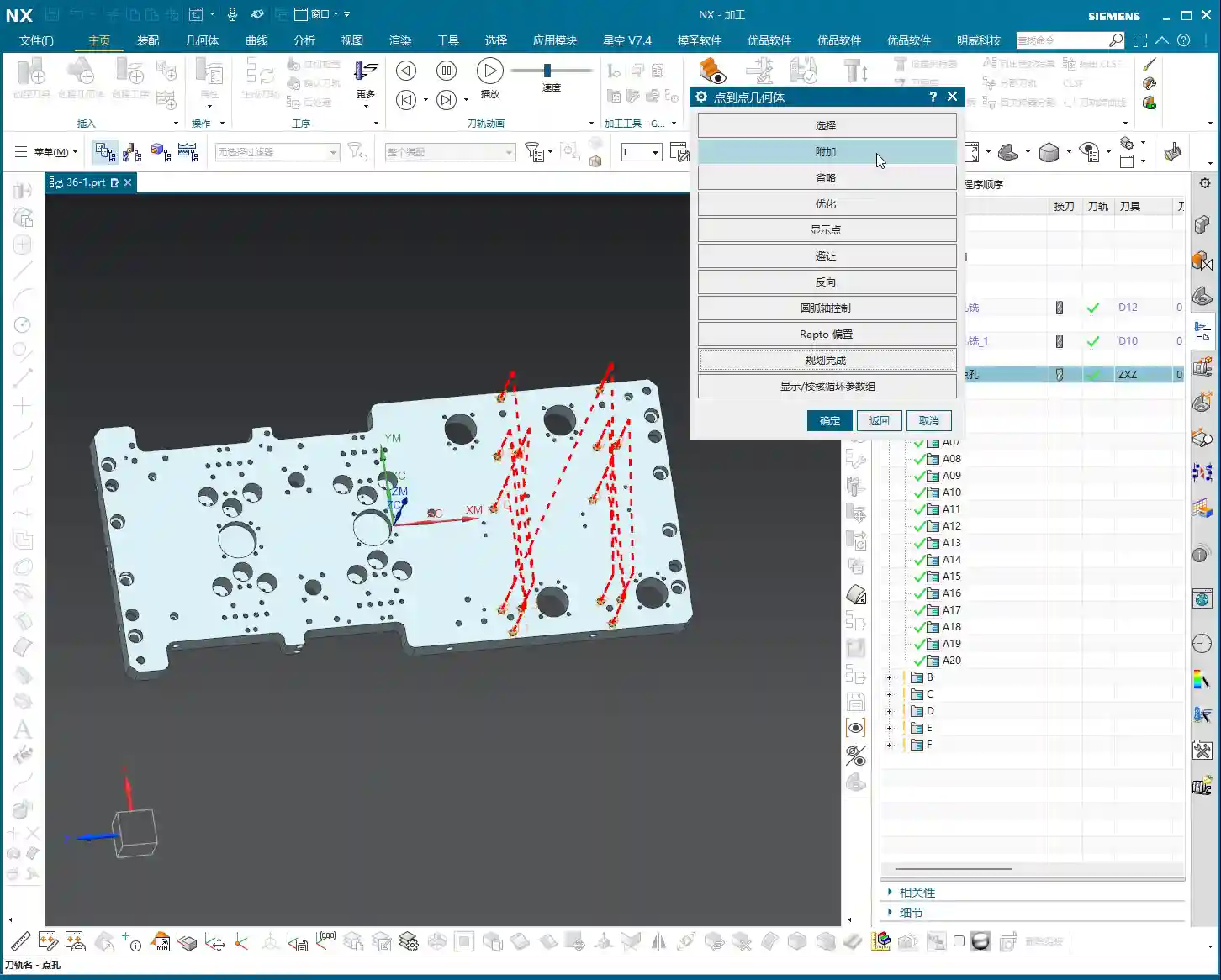
- Copy the spot drilling operation, change to DRILLING.
- Select the M4 threaded hole locations.
- Tool: Use a Φ3.3 twist drill.
- Depth: To ensure effective tapping, we’ll drill slightly deeper than the design depth, for example, to a depth of 11mm (design depth 9mm).
Φ8 Clearance Hole Pilot Hole (Φ7.8)
- Copy the M4 drilling operation.
- Select the Φ8 clearance hole locations.
- Tool: Use a Φ7.8 twist drill. Pay close attention here: I’ve left a 0.2mm stock allowance. Why? Because Φ8 clearance holes might have higher precision and surface quality requirements. Leaving some allowance facilitates subsequent reaming or boring for finishing. If high precision isn’t critical, a direct Φ8 drill bit would also work.
- Depth: Drill slightly deeper, for example, 11mm. Since it’s a through hole anyway, a slight over-drill won’t cause issues.
Φ10 Through Holes
- Copy the Φ8 drilling operation.
- Select the Φ10 through hole locations.
- Tool: Use a Φ10 twist drill.
- Depth: Similarly, drill slightly deeper to 13mm to ensure complete penetration.
Master Wang’s Tip: When drilling deep holes, always enable chip evacuation, also known as peck drilling. Parameters must be set appropriately. The Stepdown per peck shouldn’t be too large; otherwise, the drill bit can easily break, and the hole might drift. The G83 command on the machine is precisely for this purpose.

Chamfering: Aesthetic and Functional
Chamfering not only makes the part look better but also removes burrs and facilitates assembly. It’s a small task, but don’t overlook it.
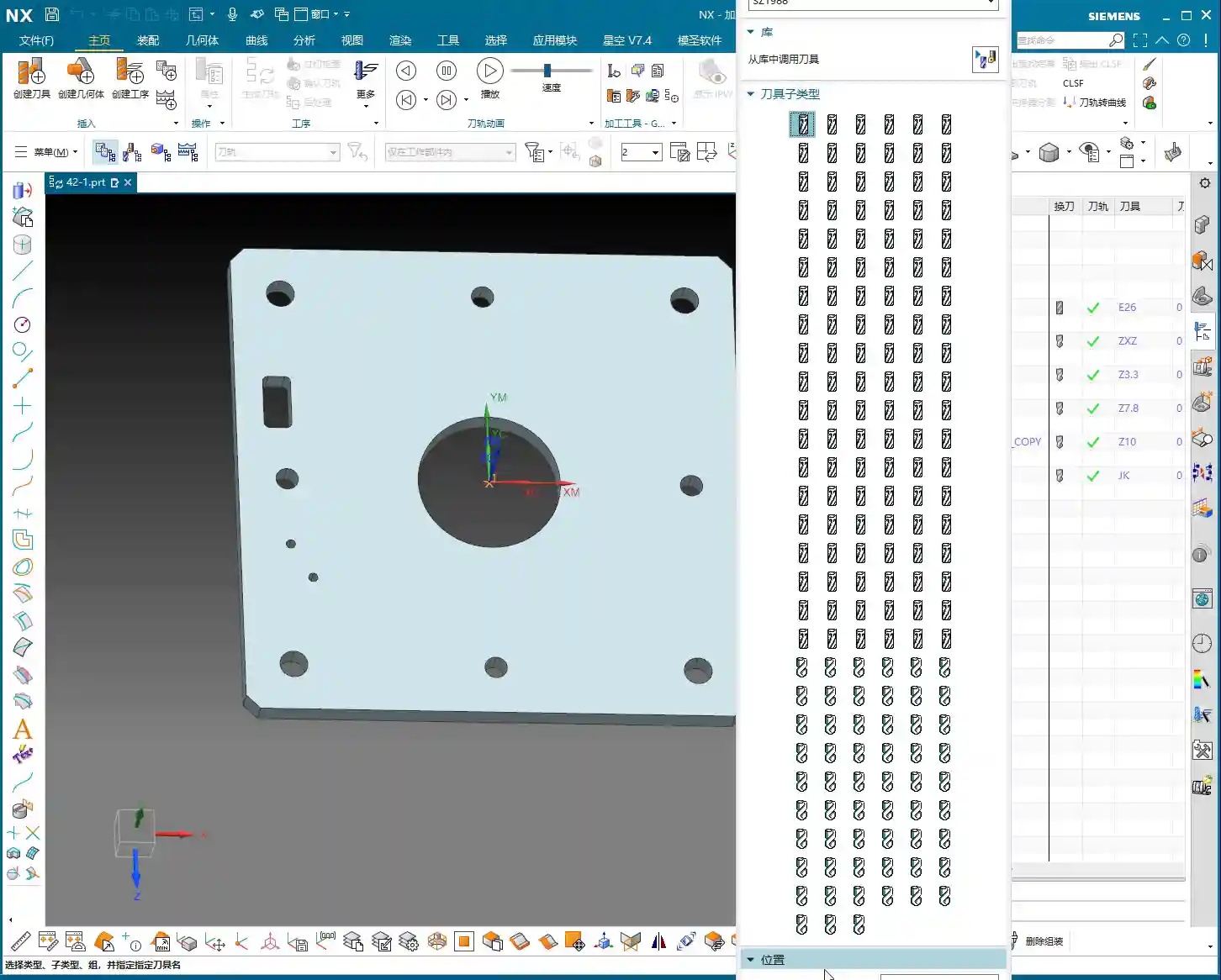
- Insert operation, select CHAMFER_MILLING.
- Specify feature hole, select all holes requiring chamfering.
- Tool: Use a chamfer tool, I typically use an 8mm one.
- Depth: Depending on the chamfer size, a chamfer depth of approximately 1mm is usually sufficient. If the hole depth is 9mm and the chamfer depth is programmed to 11mm, the chamfer tool will travel deep into the hole, ensuring all burrs are removed from all holes.
Finish Milling / Boring the Center Slot: Achieving Dimensions, Ensuring Precision
The previous hole milling was roughing. Now we need to perform finishing to ensure the slot’s dimensions and surface quality.
- Insert operation, select BORING. Although this is a slot, the boring operation in Siemens NX can also be used for slot finishing.
- Specify feature hole, select the center slot.
- Tool: For finishing, use a Φ51 T-slot cutter or end mill for side milling, or a suitably sized flat-bottom end mill for the finishing toolpath. Since it mentions a Φ51 boring operation, we’ll proceed with that concept.
- Depth: Set to 10mm, which is 0.5mm deeper than the rough milling depth of 9.5mm, to remove the remaining stock allowance.
Master Wang’s Tip: You need to be aware of tool wear during finishing operations. Even slight wear can lead to dimensional deviations. Therefore, regularly inspect your tools and apply compensation when necessary. In Siemens NX post-processing, you must know how to use the G41/G42 tool compensation commands; these are crucial for ensuring precision!
M4 Thread Tapping: Even Force for Intact Threads
Tapping is a delicate operation; a poor job will ruin the hole. For M4 threads, the pitch is 0.7mm.
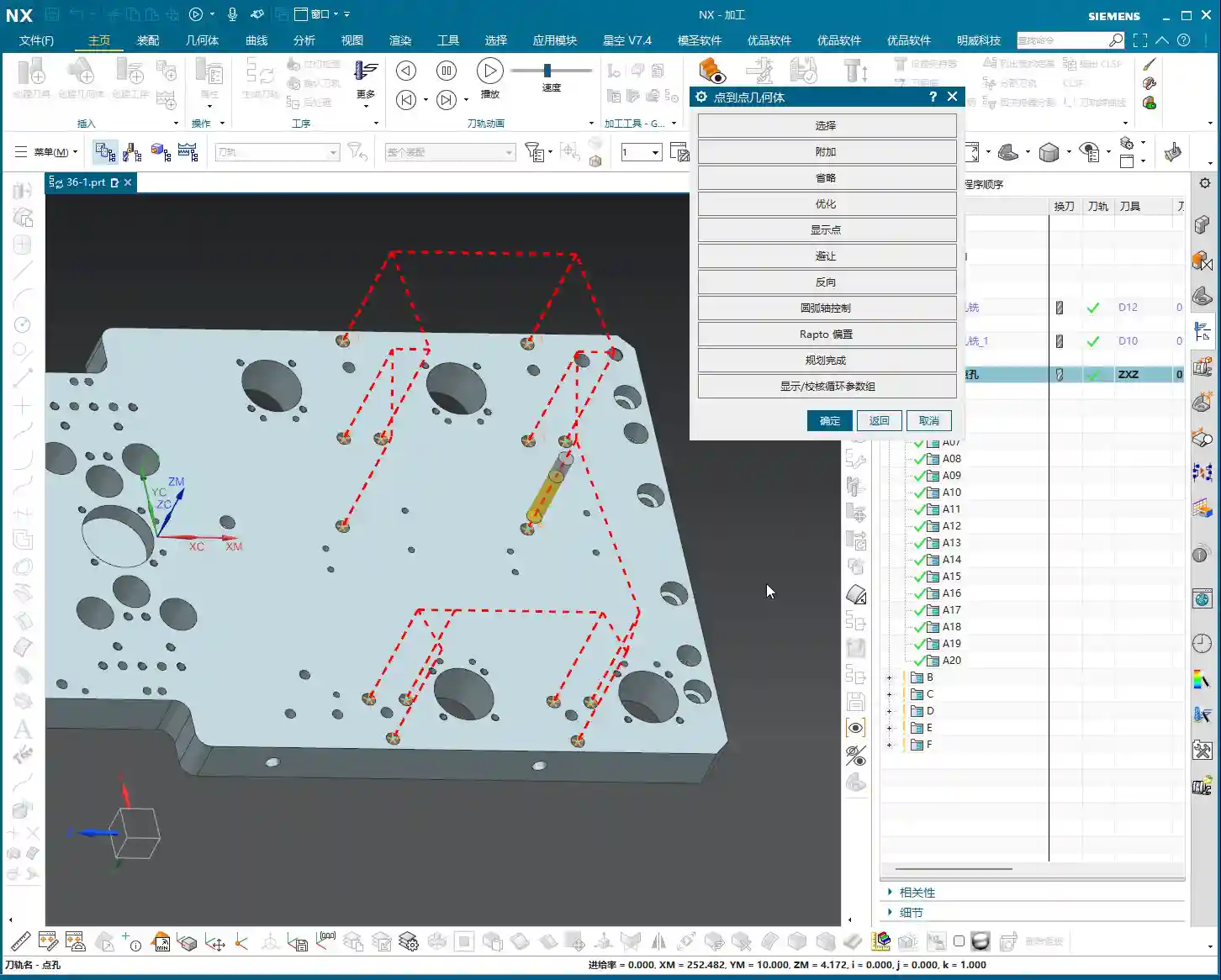
- Insert operation, select TAPPING.
- Specify feature hole, select the M4 thread pilot hole locations.
- Tool: M4x0.7 tap.
- Pitch: 0.7mm. Siemens NX will automatically calculate the feed rate.
- Depth: Slightly deeper than the drilled depth, for example, 11.5mm, to ensure complete threads.
Master Wang’s Tip: Tapping speed should not be fast, especially for blind holes. Use slow feed and retract speeds to ensure proper chip evacuation. If you’re tapping aluminum, you can go a bit faster. For steel, it’s safer to go slower. Tap material and coolant selection are also crucial factors affecting tap life and thread quality.
Process Verification and Saving: Critical Final Steps
Once all operations are programmed, you must run a simulation to check for overcuts, air cuts, or unreasonable toolpaths. Run the simulation in Siemens NX to visualize the toolpath and cutting process. Once everything looks good, save your work immediately!
- Right-click on the operation, select 3D Dynamic Simulation, and simulate the entire machining process.
- Check if the toolpath is smooth and if there’s any interference.
- Confirm that all stock allowance has been properly removed.
- Finally, save the file! Don’t let a system crash wipe out all your hard work.
Summary: Pitfall Avoidance Guide
- Accurate WCS Positioning is Crucial: The Work Coordinate System is the foundation. If it’s wrong, all subsequent toolpaths will be useless. Always carefully indicate the part and confirm your zero point.
- Tool Selection and Parameter Matching: For different materials and operations, the tool’s material, coating, and geometry must be correctly chosen. Cutting parameters (spindle speed, feed rate, Depth of Cut, Stepover) cannot be simply copied; they must be adjusted based on actual conditions. It’s better to be conservative than to take risks.
- The Art of Stock Allowance: Always leave a reasonable stock allowance between roughing and finishing passes. If the allowance is too small, the finishing tool won’t have enough material to engage; if it’s too large, the finishing tool will be overloaded, leading to deflection or breakage.
- Depth Control is Key: Especially for blind holes and threaded holes, depth must be precise. Drill slightly deeper during drilling, and ensure sufficient effective thread depth during tapping.
- Never Blindly Pursue Speed: Production efficiency is important, but quality is paramount. Improve efficiency by optimizing toolpaths, minimizing air cuts, and selecting appropriate cutting parameters, rather than simply increasing speed.
- Simulation is Essential: Always perform a simulation after completing each programming task. Don’t be lazy; this step can help you uncover many potential problems, preventing machine crashes and scrapped workpieces.
- Accumulate Experience: Book knowledge is fundamental, but the challenges encountered in actual operation are the best teachers. Observe, record, and reflect constantly, turning every lesson learned into your personal wealth.
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.