📝 Key Takeaways:
Imperial Threads: Do NOT Follow Metric “Routines”!
[VIDEO_HERE]
Introduction: Thread Machining is All About Experience
Imperial Threads: A Hidden Practical Challenge
Hello everyone, I’m Master Wang. Today, let’s cut the fluff and get straight to the point: threads. Especially imperial threads. Don’t let those few letters and numbers on the blueprint fool you; if you don’t truly understand their “temperament,” you’re in for a world of trouble. Pipe threads, American threads—there’s a whole bunch that can make your head spin. But at their core, it all comes down to one thing: the “pitch.” How do you calculate the pitch? And what size should the pilot hole be? Today, we’ll break it all down, and I guarantee you’ll be able to put it into practice immediately!
Unveiling the “Temperament” of Imperial Threads
Why You Can’t Simply Apply Metric Thinking to Imperial Threads
Many newcomers, when they see threads, take it for granted, thinking that for metric threads like M8 or M10, the pitch is simply 1.25 or 1.5 mm – straightforward. But imperial threads don’t play that game! They use “Threads Per Inch” (TPI), which is completely different from our accustomed millimeter pitch. If you try to apply metric rules directly to imperial threads, you’ll end up with tool breakage at best, or a scrapped part at worst—and that’s real money down the drain!
The Master Machinist’s “Toolbox”: Thread Standard Charts
What you can’t learn from books, you’ll find in practical application. I’ve compiled my own set of thread standard charts, which include various national and American standards, and even non-standard data I’ve gathered from years of machining experience. You’ll find them all in my NX course. Look for “National Standard Threads” in the programming tools, and within that, a “Cutting Parameters and Other Data” table. Open this “Thread Standards” table, and you’ll see it’s packed with invaluable resources! I highly recommend you download it, print it out, and keep it by your machine. Refer to it often; it’s a hundred times better than random guesswork. It covers metric coarse and fine threads, the American UNC and UNF threads we’re discussing today, and pipe threads like NPT, NPS, and more. Don’t underestimate these tables; they can be a lifesaver in critical situations!

Practical Calculation: UNC 1/4 Thread Pitch Calculation
Understanding the Pilot Hole: The 5.1mm Pilot Hole for UNC 1/4
Let’s take a common example: a blueprint calls for UNC 1/4. Many rookies get confused instantly. What is this? Listen up: UNC stands for Unified National Coarse thread, American standard, and 1/4 refers to its nominal diameter (in inches). What’s the pilot hole size for this thread? Based on my experience and the standard charts, the pilot hole for UNC 1/4 is typically 5.1 millimeters. Grab a 5.1mm drill bit, drill it, and you’re good to go. After drilling, you’ll need to prepare a UNC 1/4 tap for tapping.
The Core Formula: 25.4 / TPI = Pitch
Now, here’s the challenge: when tapping on a machine, you need to know the thread’s pitch to set the correct feed rate (F-value). What’s the pitch for UNC 1/4? Its corresponding Threads Per Inch (TPI) is 20. Many might wonder, “How can the pitch be 20 when the pilot hole is only 5.1mm?” Don’t be misled by the numbers; here, 20 means there are 20 threads within one inch of length!

So, to calculate its pitch in millimeters, we need to use this conversion formula:
1. Remember this critical constant: 1 inch = 25.4 millimeters.
2. Pitch = 25.4 millimeters / Threads Per Inch (TPI).
Plugging in the data for UNC 1/4:
Pitch = 25.4 / 20 = 1.27 millimeters.
Got it? It’s that simple!

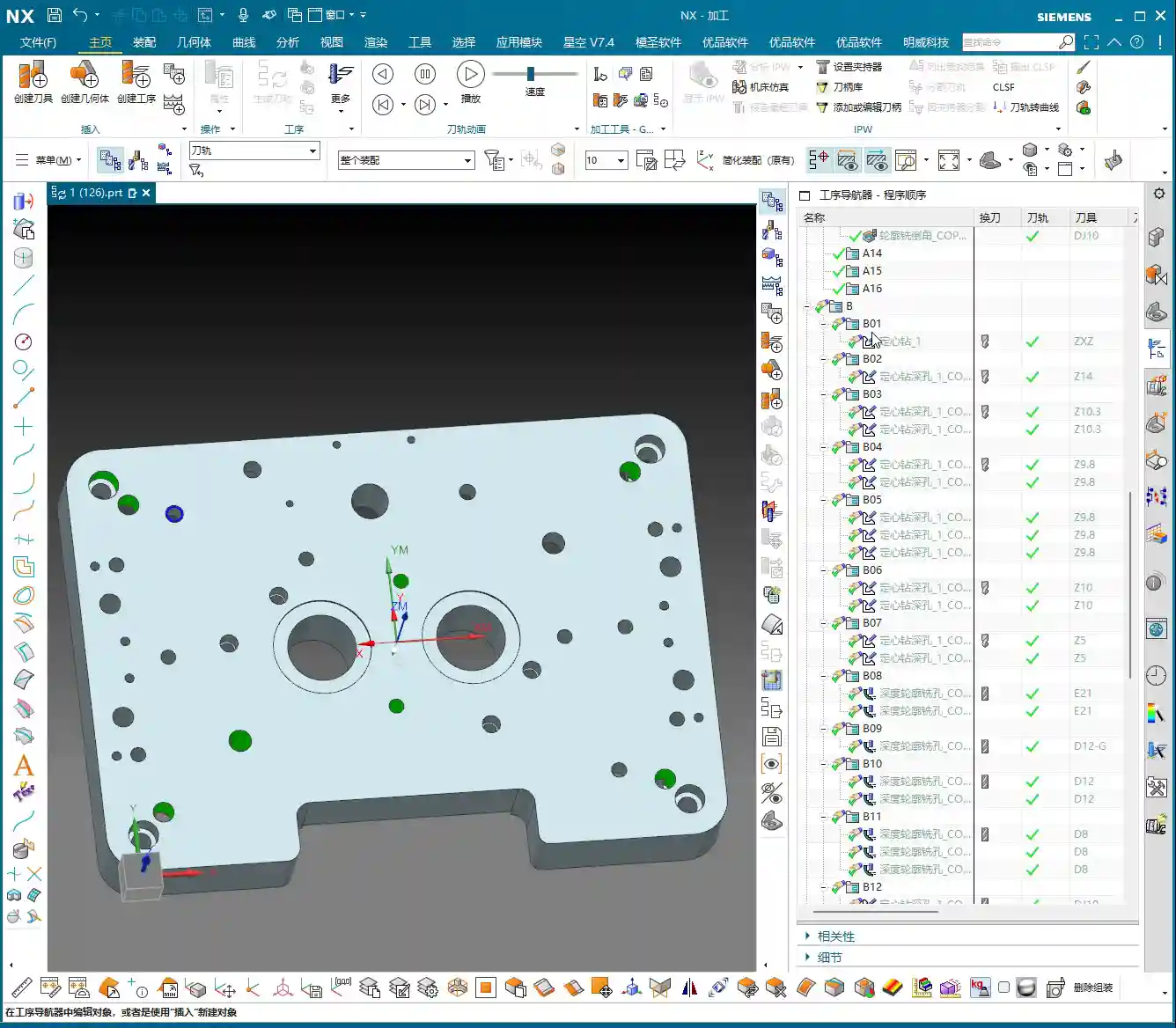
NX Programming: Precise F-Value Setting
Now, let’s return to the NX programming interface. If your spindle speed is set to 100 Revolutions Per Minute (RPM), what should the feed rate (F-value) be?
In most CNC systems, the F-value during tapping is simply the pitch. So, you can directly input the pitch we calculated: 1.27 (mm/rev). Of course, some systems might require you to input the unit as millimeters/minute. In that case, you’d multiply the pitch by the RPM, for example, 1.27 * 100 = 127 mm/minute. However, for canned threading cycles (like G32, G76, etc.), you typically input the pitch directly, and the system automatically converts it based on the spindle speed.
Applying the Principle: G Threads and NPT/NPTF
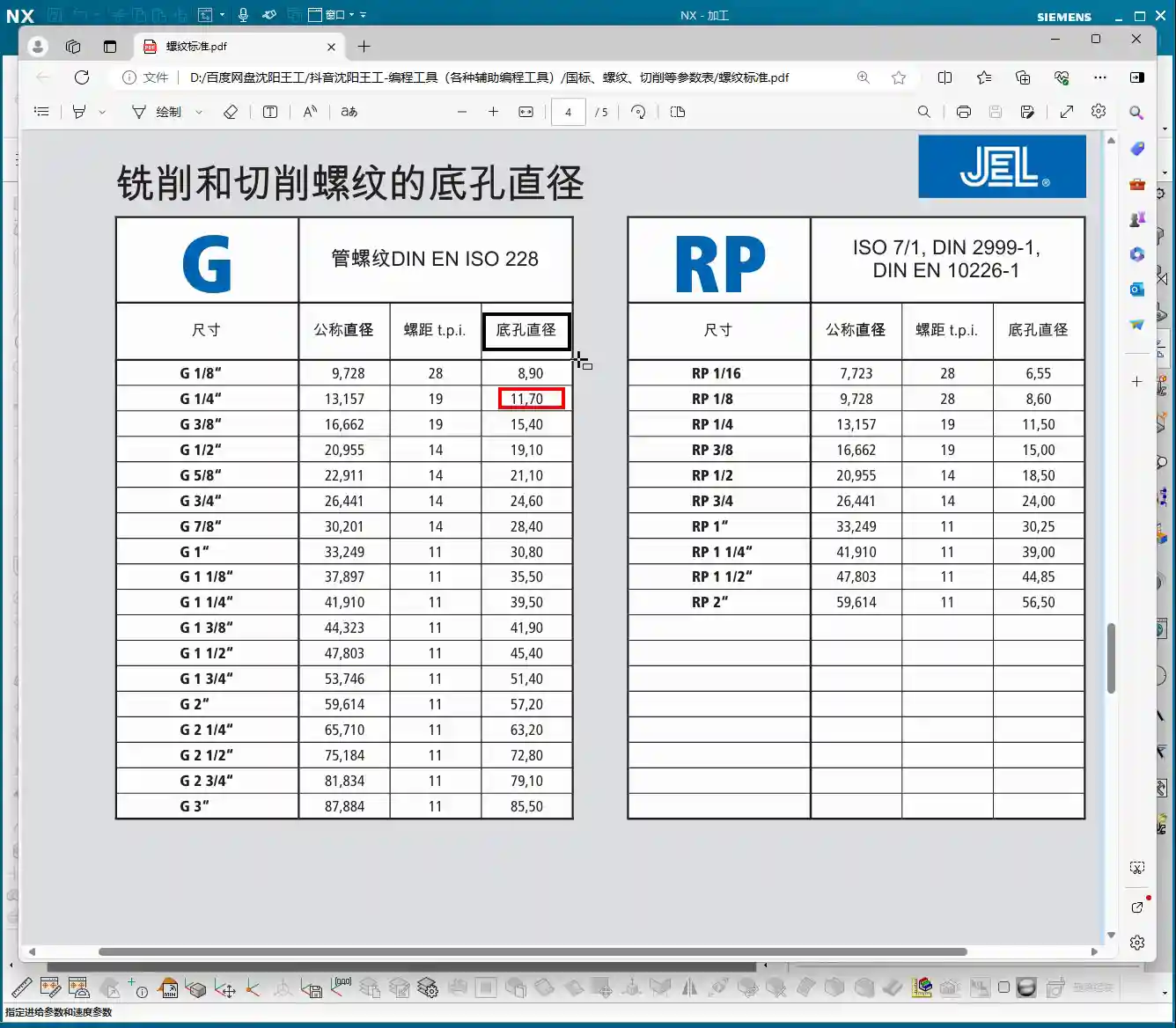
G 1/4 Thread: 11.7mm Pilot Hole, 19 TPI
Let’s look at another example with G threads. Take G 1/4, which is typically a pipe thread. What’s its pilot hole size? Checking the chart, we find that the pilot hole for G 1/4 is 11.7 millimeters. Its Threads Per Inch (TPI) is 19.
So, Pitch = 25.4 / 19 ≈ 1.34 millimeters.
By the same logic, the F-value should be set to 1.34. Simple, right?

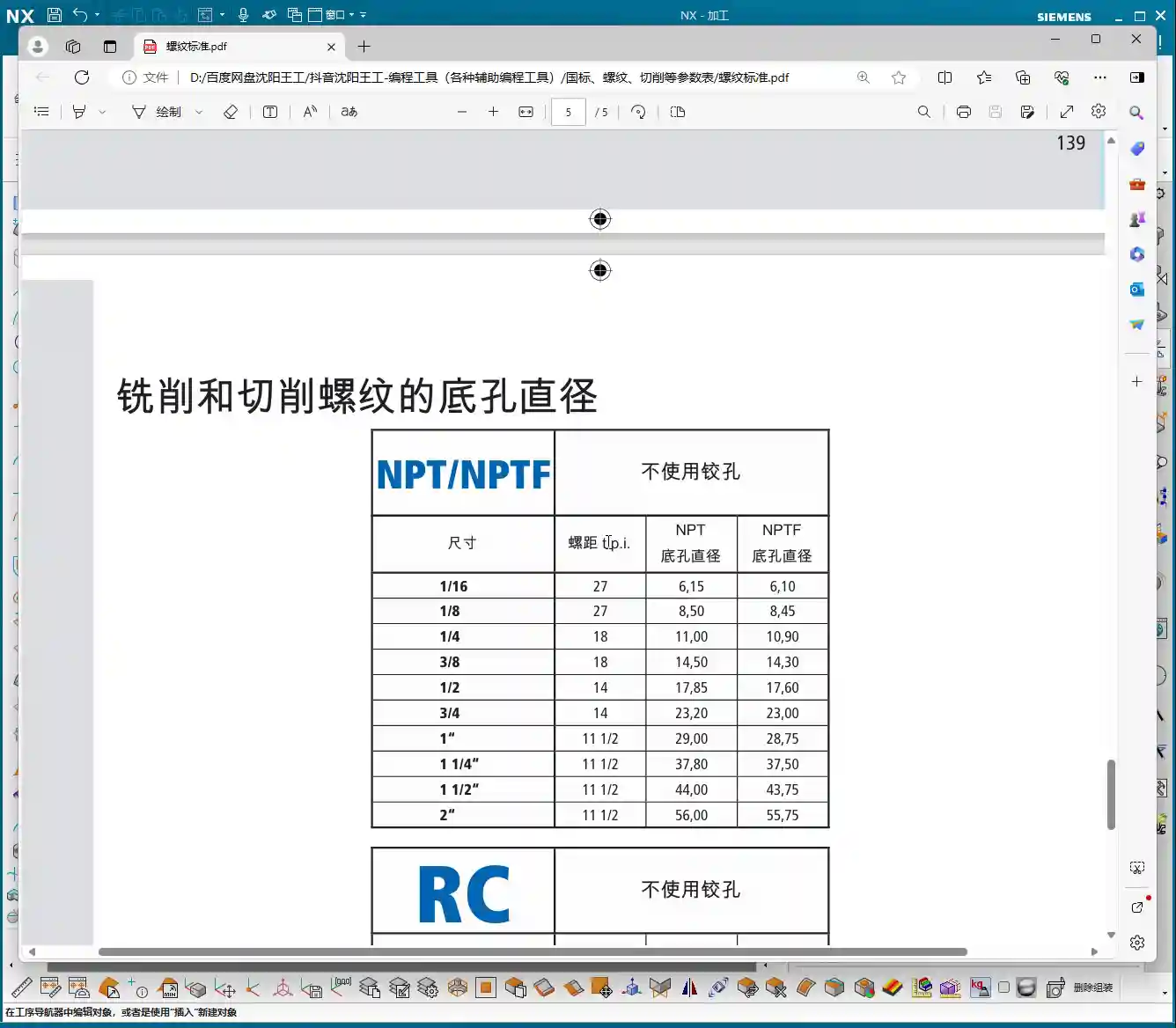
NPT vs. NPTF: Details Determine Success
Besides UNC and G threads, you’ll also encounter tapered pipe threads like NPT and NPTF. The calculation principle for these threads is the same: it’s always 25.4 divided by the Threads Per Inch (TPI). For instance, NPT 1/4 has a TPI of 18, so its pitch is 25.4/18 ≈ 1.411mm.
But here’s a subtle pitfall: there’s a slight difference in the pilot hole diameters between NPT and NPTF threads! Typically, the pilot hole for NPTF will be slightly smaller than for NPT, perhaps by 0.02 to 0.04 millimeters. Don’t underestimate this small difference; it directly impacts the sealing performance of tapered pipe threads. Therefore, never confuse NPT and NPTF. Always strictly follow the blueprint and standards to select the correct pilot hole and tap. Otherwise, you’ll be endlessly reworking parts!
Summary: Pitfall Avoidance Guide
Pitfall Avoidance Guide
- Understand the Principle, Don’t Just Memorize: The core of imperial threads is “Threads Per Inch” (TPI). Master the formula “25.4 / TPI = Pitch,” and you’ll be able to calculate the pitch for any imperial thread.
- Standard Charts Are Your Go-To Guide: The thread standard charts I provide are your most practical tool in the workshop. When encountering an unfamiliar thread, your first reaction should be to check the chart to confirm its TPI and recommended pilot hole.
- Pilot Hole Must Be Precise, Tap Must Match: The size of the pilot hole directly impacts tapping quality and tap life. Imperial thread pilot holes cannot be estimated by experience; they must adhere to standards. Furthermore, always select a tap that perfectly matches the thread specification, especially for subtle differences like NPT and NPTF – never mix them up.
- NX Programming: F-Value Setting is Key: When programming thread milling or turning in NX or other CAM software, the feed rate (F-value) must be set to the calculated actual pitch (millimeters/revolution), or the equivalent feed speed required by the system. This is fundamental to ensuring thread accuracy and tool safety.
- Practice More, Think More: No matter how well you understand the theory, it’s useless if you don’t apply it on the machine. Find more threaded parts to practice with, or draw some threads yourself in NX, simulate the machining process, and clarify the F-value, pilot hole, and tools. Practical application reveals the truth; don’t just rely on software simulations, observe the cutting sparks!
Remember these points, and machining imperial threads won’t seem so mysterious. The most important things are to calculate the pitch correctly and drill the pilot hole accurately; the rest of the programming will be minor issues. Alright, that concludes today’s lesson. If anything is unclear, or if you need more tutorials and templates, feel free to contact Master Wang!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply