📝 Key Takeaways: ** Master Wang personally explains Siemens NX roughing programming for small mold parts. From part analysis and Work Coordinate System setup to tool selection and practical applications of Cavity Mill and Depth Contour Milling. Key focus areas include toolpath optimization, stock control, minimizing air cuts, and sharing many practical tips you won’t find in textbooks, all aimed at improving machining efficiency and product accuracy. **
Hello everyone, this is Master Wang. Today, let’s talk about roughing programming for small mold parts. Don’t let the small size of these parts fool you; there are many intricacies involved, especially with complex surfaces. Mishandle them, and you risk scrapped parts or low efficiency. So listen up! Today, I’ll walk you through it and explain all those real-world tips and tricks you won’t find in textbooks!
Step One: Part Analysis and Review – Preparation is Key
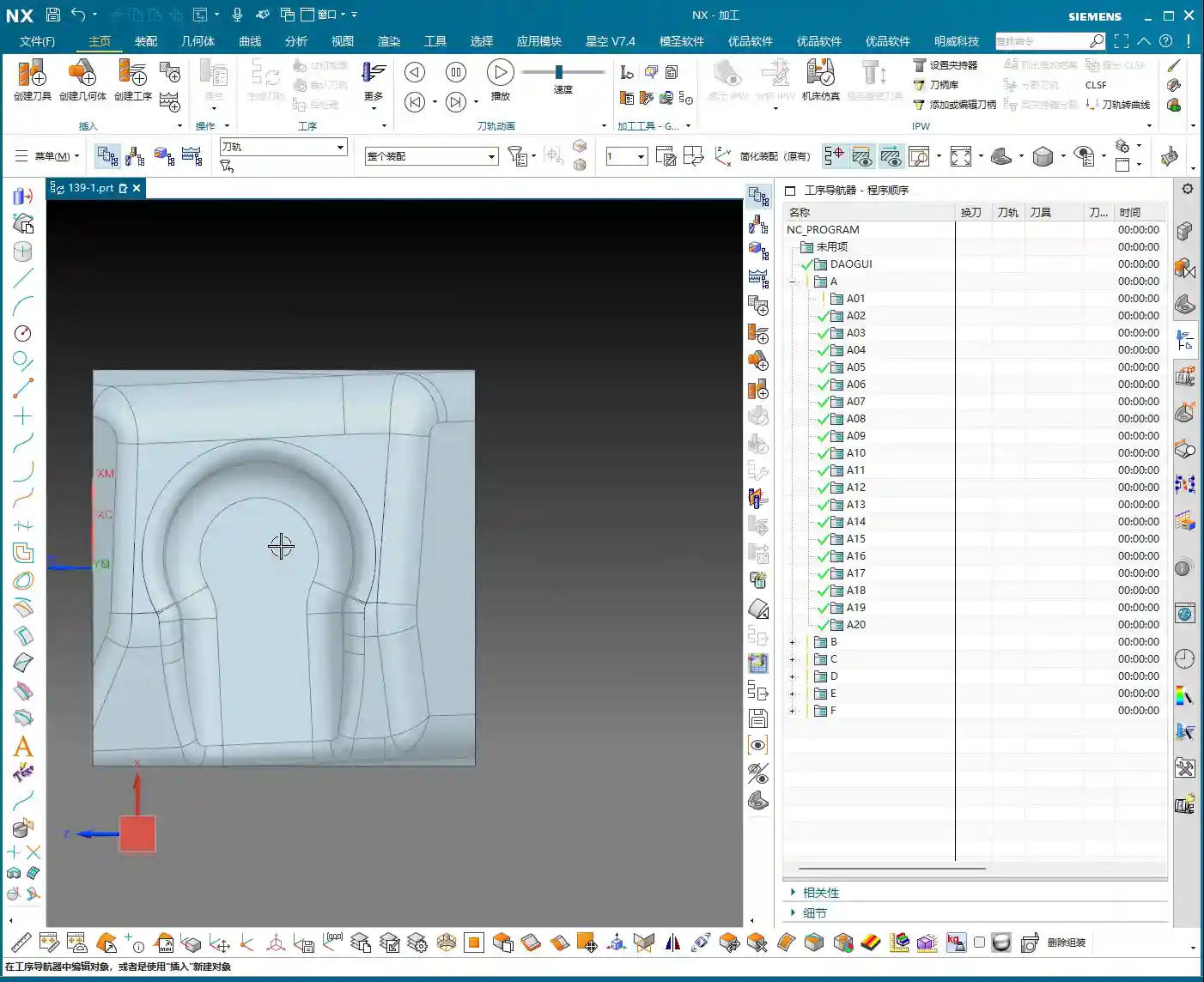
Once you get the job, the first thing is to understand the part thoroughly. This small mold may not look difficult, but there are critical areas.
Part Characteristics and Challenges
- Numerous and Complex Surfaces: The part surface has flat areas, but more notably, some “steep” contoured surfaces. In such areas, simply using a standard face milling operation will be disastrous; you’ll either have incomplete material removal or risk tool crashes. For these small and complex surfaces, we must use Depth Contour Milling.
- Compact Size: The overall part is exceptionally small, which means our tool selection and cutting parameter settings must be more precise. Even a slight deviation can lead to a scrapped part.
- Internal Radius Requirement: The part’s internal radius is R5. This parameter directly dictates our tool selection for roughing and semi-finishing.
Fixturing and Work Coordinate System Setup
The raw blank needs to be secured, that’s common knowledge. But even more important is the Work Coordinate System. For those of us using NX, don’t just stare at the X0Y0Z0 in the software; understand its actual position on the machine!
- Datum Selection: For this type of raw blank, it’s best to use the bottom surface as the Z-datum. This makes it easier to control the machining Depth of Cut (DOC) and facilitates subsequent finishing passes.
- Work Coordinate System Verification: Regardless of how you set up your Work Coordinate System, always double-check it. Before starting on the machine, use a probe to verify if the X, Y, and Z values match your programming. Don’t underestimate this step; countless accidents are caused by misaligned Work Coordinate Systems! I’ve seen it too many times – just to save a few minutes, parts worth tens or even hundreds of thousands were scrapped.

Step Two: Tool Selection and Roughing Strategies – The Tool Arsenal and Strategic Planning
Your tools are your weapons; choose them correctly, and you’ll achieve twice the result with half the effort. Choose them poorly, and you might not even save the tool itself.
Tool Configuration
- Roughing Tool: Given the R5 internal radius, we can select a Φ12R3 (12mm diameter, 3mm corner radius) flat end mill with a corner radius. This tool can better remove most of the stock, while also addressing the radius areas, leaving appropriate stock for subsequent semi-finishing.
- Semi-Finishing/Finishing Tools: For areas with an internal R5, a Φ8 (8mm diameter) ball nose end mill can be considered for semi-finishing. This ensures the quality and efficiency of the subsequent finishing pass. For the steeper external areas, the Φ12R3 can be used for roughing.
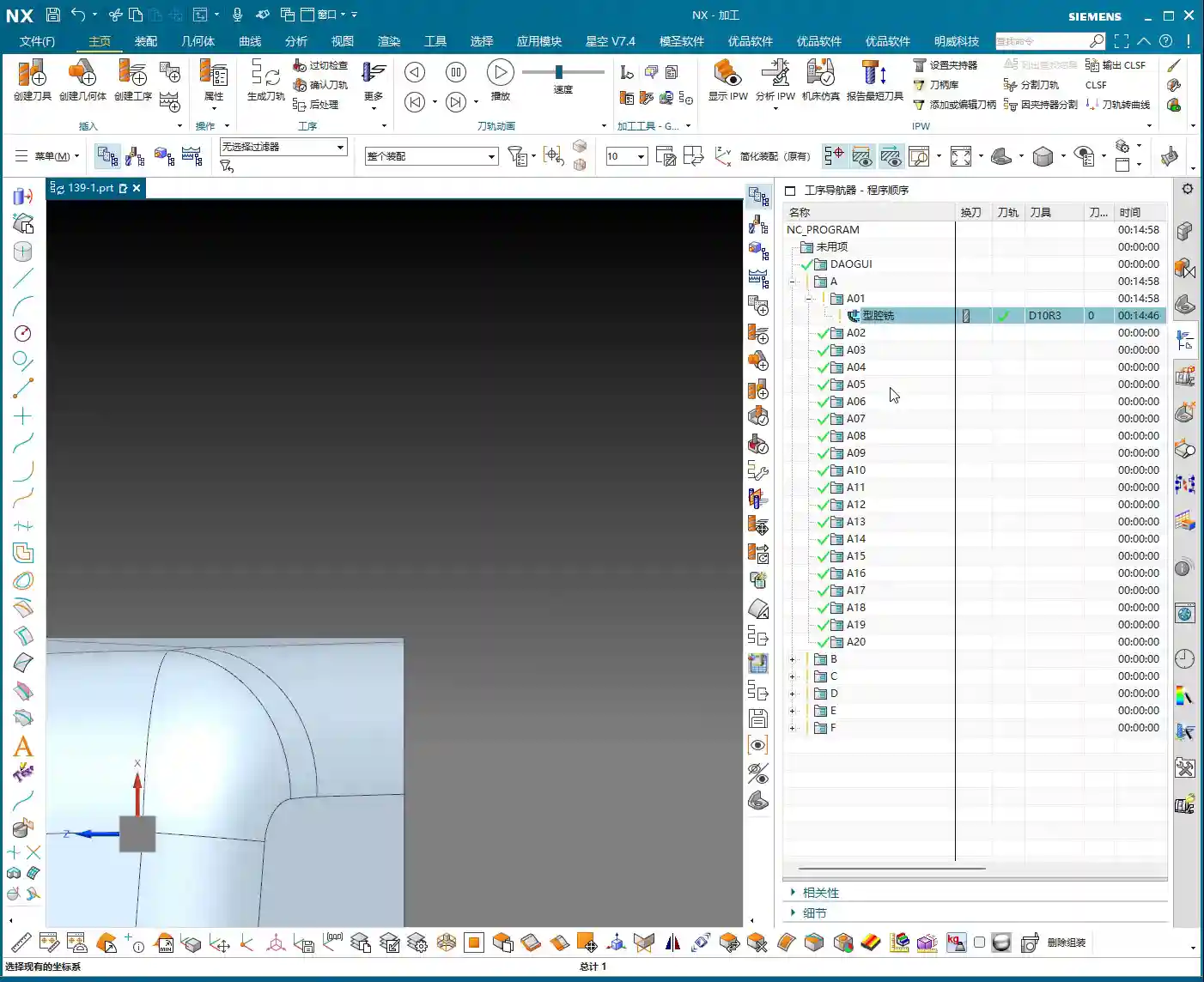
Roughing Toolpath Programming (Siemens NX Cavity Mill)
NX’s “Cavity Mill” function is a powerful tool for roughing, but knowing how to use it is key.
- Operation Creation:
- Create a new ‘Work Area’ and define the machining boundary.
- Set the safety plane: For example, designate Z=100mm as the safety plane to ensure the tool does not collide with the workpiece or fixture in non-cutting areas.
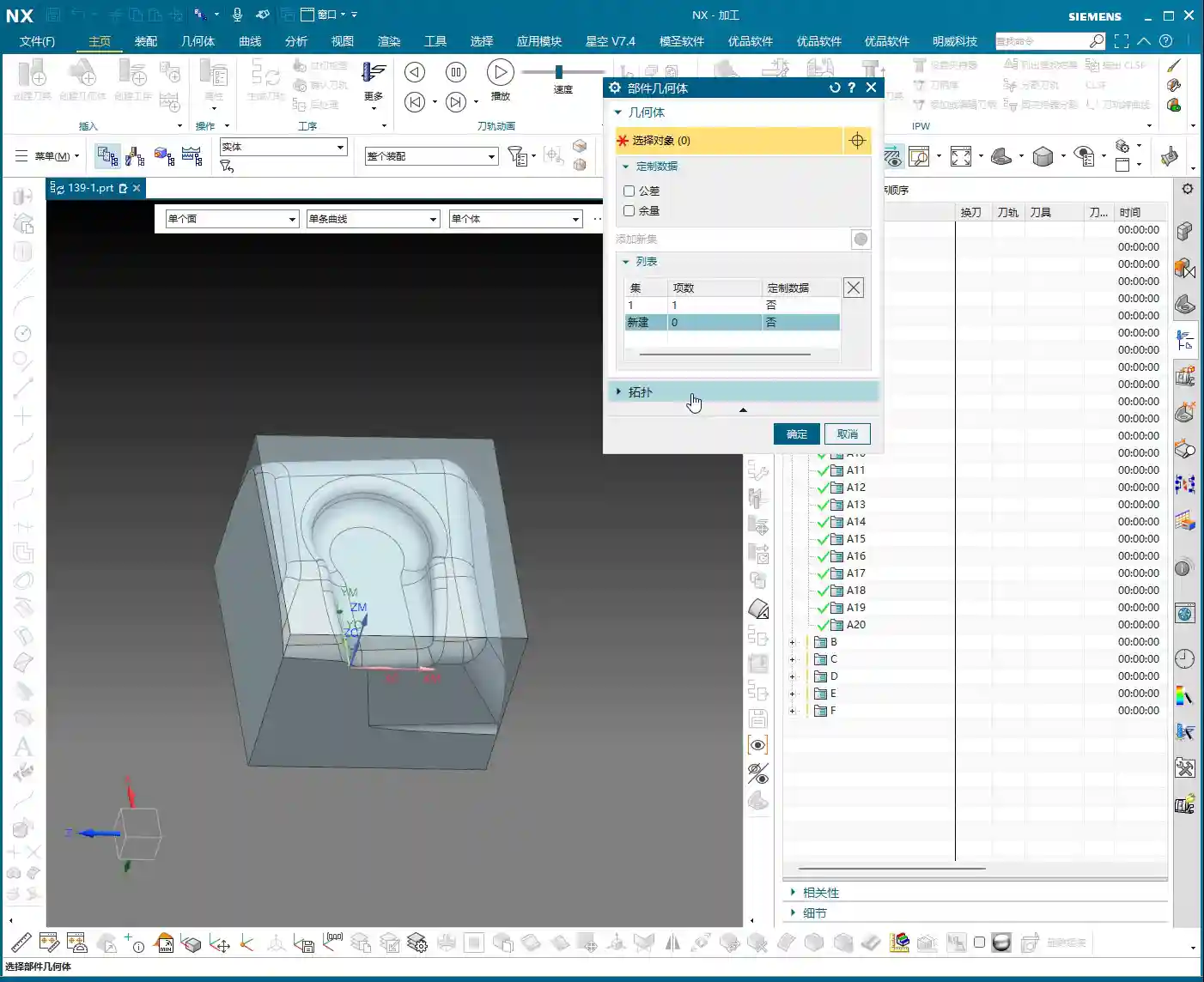
- Select the Cavity Mill operation.
- Sequentially select the Part Geometry and Blank Geometry.
- Select the tool: Φ12R3.
- Cutting Parameter Optimization:
- Depth of Cut (DOC): Initially set to 0.5mm. This can be adjusted based on material hardness, tool life, and machine power.
- Cutting Pattern: Don’t just use the default ‘Follow Boundary’ pattern right away. For roughing small molds, the ‘Follow Periphery’ pattern is often more stable, generates a more consistent toolpath, and reduces unnecessary retracts and air cuts.
- Engagement Method: Software simulation looks good, but the actual cutting sparks are what truly matter. Initial straight plunges or helical plunges can lead to aggressive Depth of Cut (DOC). Try using ‘Arc Plunge’ with a parameter set to 5mm; this allows the tool to enter the material more smoothly and avoids shock.

Step Three: Stock Control and Finishing Strategies – Striving for Perfection
Roughing is not the ultimate goal; it’s about setting the stage for finishing. How much stock to leave and where to leave it – these are crucial considerations.
Roughing Stock Adjustment
Analyze the remaining stock using IPW (In-Process Workpiece). Initially, the system’s default stock might be 0.3mm. However, for small molds, too much stock puts excessive pressure on semi-finishing, while too little risks insufficient material for the final finish. Typically, adjusting it to 0.2mm is sufficient. Regenerate the toolpath to ensure uniform stock.
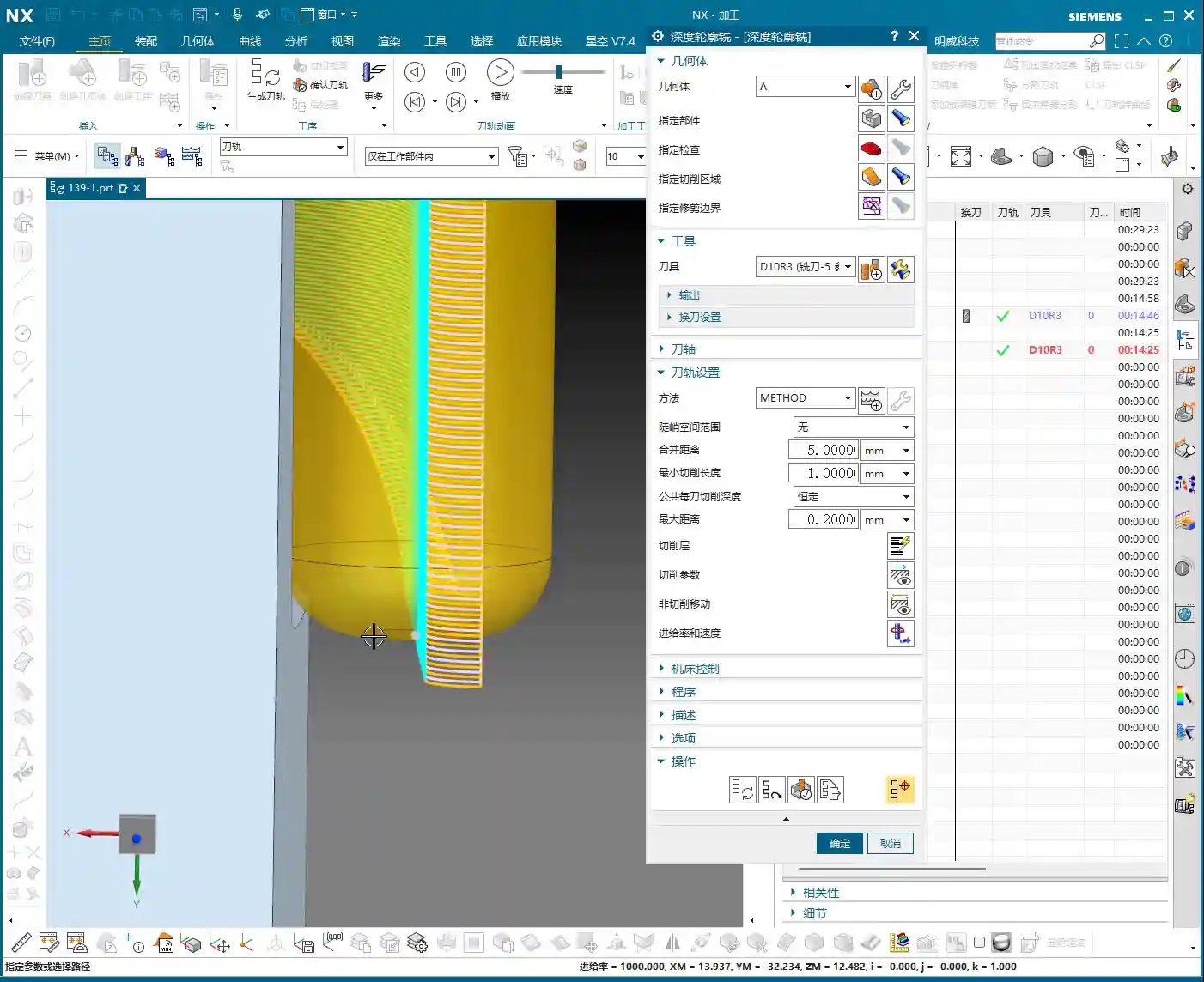
Surface Finishing: Depth Contour Milling
For those “steep” contoured surfaces and complex areas, conventional planar milling won’t cut it. This is where Depth Contour Milling comes in.
- Operation Creation:
- Right-click ‘Insert Operation’ and select Depth Contour Milling.
- Select the surfaces to be machined: Choose carefully, especially the blue areas (which typically represent curved surfaces in Siemens NX), as these require precise treatment. Green areas are typically flat surfaces.
- Tool: Continue using the Φ12R3 for semi-finishing (or switch to a Φ8 ball nose end mill for finishing, depending on actual requirements).
- Depth of Cut (DOC): 0.2mm.
- Cutting Pattern: 0: This means this pass will be a finishing pass, or at least a semi-finishing pass close to a finishing pass.
- Toolpath Extension: The toolpath can be extended appropriately to ensure the tool fully exits the cutting area, preventing tool marks on the part edges.

Step Four: Toolpath Optimization and Practical Verification – Details Determine Success
Programming is done, but that doesn’t mean everything is finished. Toolpath optimization and verification are the final checkpoints to ensure machining quality and efficiency.
Minimizing Air Cuts and Retracts
In Siemens NX, you’ll often see the tool frequently retracting and plunging – these are “air cuts” or “jumps.” This significantly reduces machining efficiency and increases machine wear.
- Adjusting Engagement and Retract Parameters: Carefully check the engagement and retract settings within ‘Non-Cutting Moves’. For continuous machining areas, you can set the Clearance or Retract height to 0, allowing the tool to move rapidly within the plane and reduce unnecessary retracts. If necessary, you can set a small Extend distance (e.g., 3mm) to avoid retracting in the middle of the workpiece.
- Observe the Toolpath: When simulating the toolpath, observe the tool’s motion trajectory carefully, just as you would in front of the machine. Any unreasonable movements or redundant actions must be adjusted promptly.
Verify Machining Results
Achieving accurate machining is a fundamental requirement. Use IPW analysis again to ensure all surfaces have been machined to the preset stock or to a finishing pass. Pay special attention to corners and grooves, checking for any cases of “Corner Cleanup” (rest milling) not being fully achieved or “overcutting.” These are the most common pitfalls in machining.

Summary: Pitfall Avoidance Guide
- The Work Coordinate System is paramount: Align it! Verify it! Re-verify it! Don’t ruin an entire part to save a few minutes.
- For small parts, precise tool selection is crucial: The radius dictates the tool. A Φ8 ball nose end mill can finish an R5 corner. The roughing corner radius end mill should also consider Corner Cleanup.
- Choose the right cutting pattern: For surface roughing, ‘Follow Periphery’ is often better than ‘Follow Boundary’; it’s more stable and reduces air cuts.
- The engagement method is key: ‘Arc Plunge’ protects the tool more and is smoother than a straight plunge.
- Stock control is an art: For small mold roughing, 0.2mm of stock is sufficient, which lightens the load for subsequent finishing.
- For complex surfaces, use ‘Depth Contour Milling’: This is Siemens NX’s go-to for complex surfaces, so master it.
- Toolpath optimization reduces air cuts: Lowering retract heights can significantly improve machining efficiency; saving time means saving costs.
- Simulation ≠ Real-world Machining: No matter how perfect the software simulation, the final result depends on what the machine actually produces. Observe, analyze, and adjust frequently.
Alright, that concludes today’s hardcore practical session on small mold roughing. Next time, we’ll continue discussing how to finish other areas.
Thank you for watching, and see you next time!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply