📝 Key Takeaways: Master Wang personally shares the practical essentials of Siemens NX CNC drilling, boring, reaming, and tapping. He delves into the programming and operational keys for each hole machining process, from G-code and Q-value chip evacuation to feed rates, spindle speeds, and tool selection. He thoroughly analyzes the F=S*P calculation for M5 tapping, emphasizing the critical importance of pilot hole accuracy, tool rigidity, and chip evacuation. Rejecting theoretical talk, the focus is on practical machine operation and cost efficiency, helping you avoid common pitfalls like tool breakage and scrapped parts, thereby improving machining accuracy and efficiency.
Hello everyone, I’m Master Wang. Today, we’re diving deeper into some core machining processes: drilling, boring, reaming, and tapping. Don’t underestimate these fundamental operations; each step holds significant intricacies. A misstep can lead to scrapped parts, or even broken tools. Listen closely. Today, I’ll break down the practical insights I’ve gathered over years of hands-on experience.
Drilling: The First Step in Part Machining
Drilling is the starting point for part machining. In Siemens NX, you’ll select Sense or Drill – the name isn’t as important as understanding its function. Setting the hole position and depth in NX is similar to spot drilling. However, drilling introduces a critical parameter: the Q-value, which is the pecking depth, used for chip evacuation. Especially for deep holes, an incorrectly set Q-value can lead to poor chip breaking, severe chip packing and tool breakage, or even damage to the hole wall!
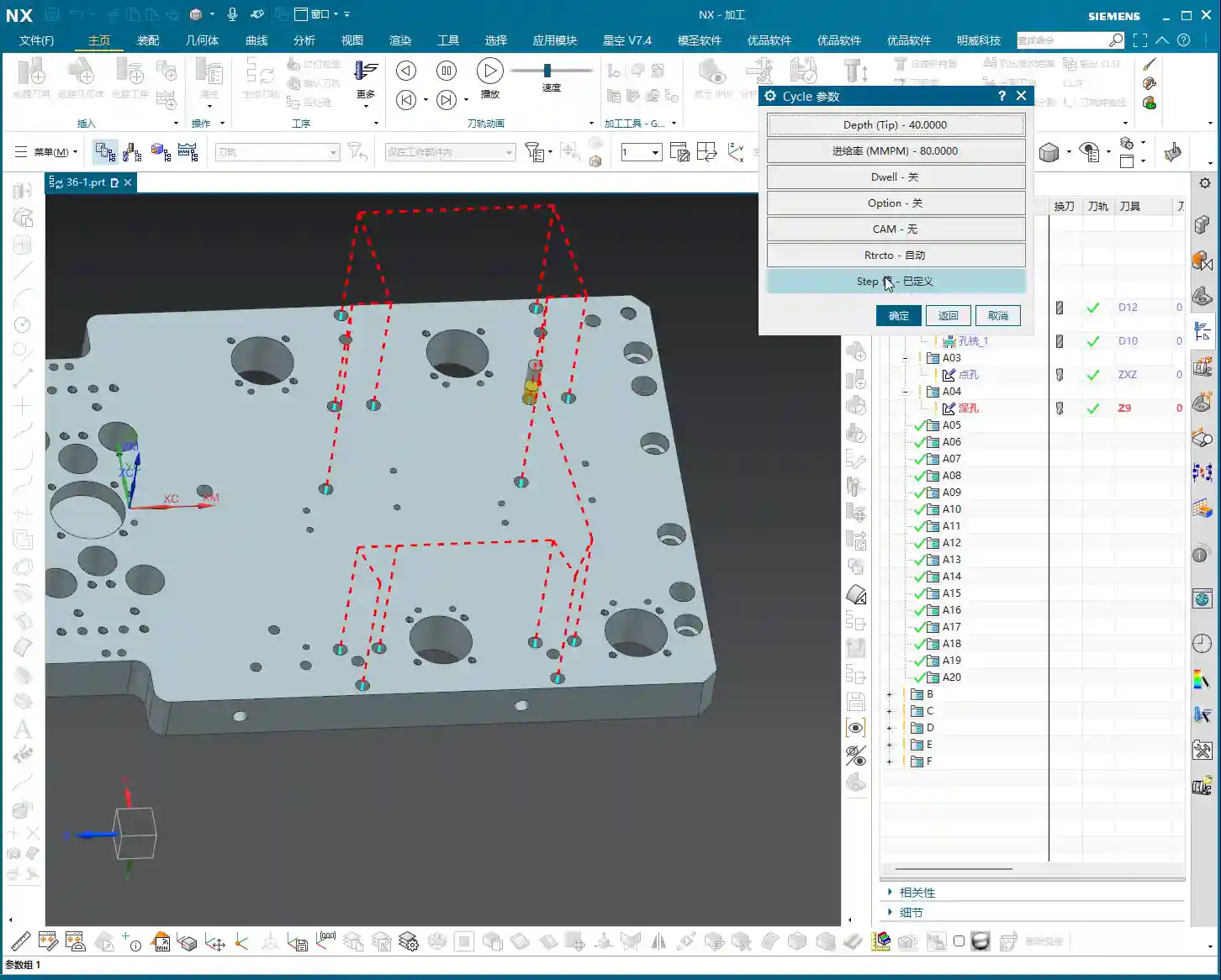
When setting the depth in NX, like the 40mm shown in the video, remember it’s just an example. In actual machining, the depth must account for the tool tip angle. For instance, if you’re drilling an M8 hole with an effective depth of 20mm, when setting the depth in NX, you need to add the length of the tool tip to ensure the full hole diameter is achieved at the required depth. Siemens NX’s G83 cycle (deep hole drilling) repeatedly pecks in and retracts to evacuate chips using the Q-value. With each retraction, make sure the chips are fully cleared. Don’t just rely on software simulations; observe the cutting sparks and the actual chip formation!

Practical Tips
- Tool Selection: High-speed steel (HSS) and carbide drills each have their characteristics. Carbide is suited for high-speed, high-efficiency operations but has slightly less rigidity and higher machine requirements. For tough materials like titanium alloys and high-temperature nickel-based alloys, specialized custom drills with specific coatings and geometries are essential.
- Feed and Spindle Speed: Listen up, it’s better to go a bit slower than to rush too fast. Especially when drilling blind holes, decelerate as you approach the bottom to prevent chipping the cutting edge. Chip evacuation must be prompt, and coolant should be generously supplied, directed right into the cutting zone.
- G-code: The Siemens NX post-processor will output G83 Z-Depth R-Retract Plane Q-Peck Depth F-Feed rate. Note that the Z-value must include both the safety distance and the tool tip length.
Boring: The ‘Scalpel’ for Precise Hole Sizing
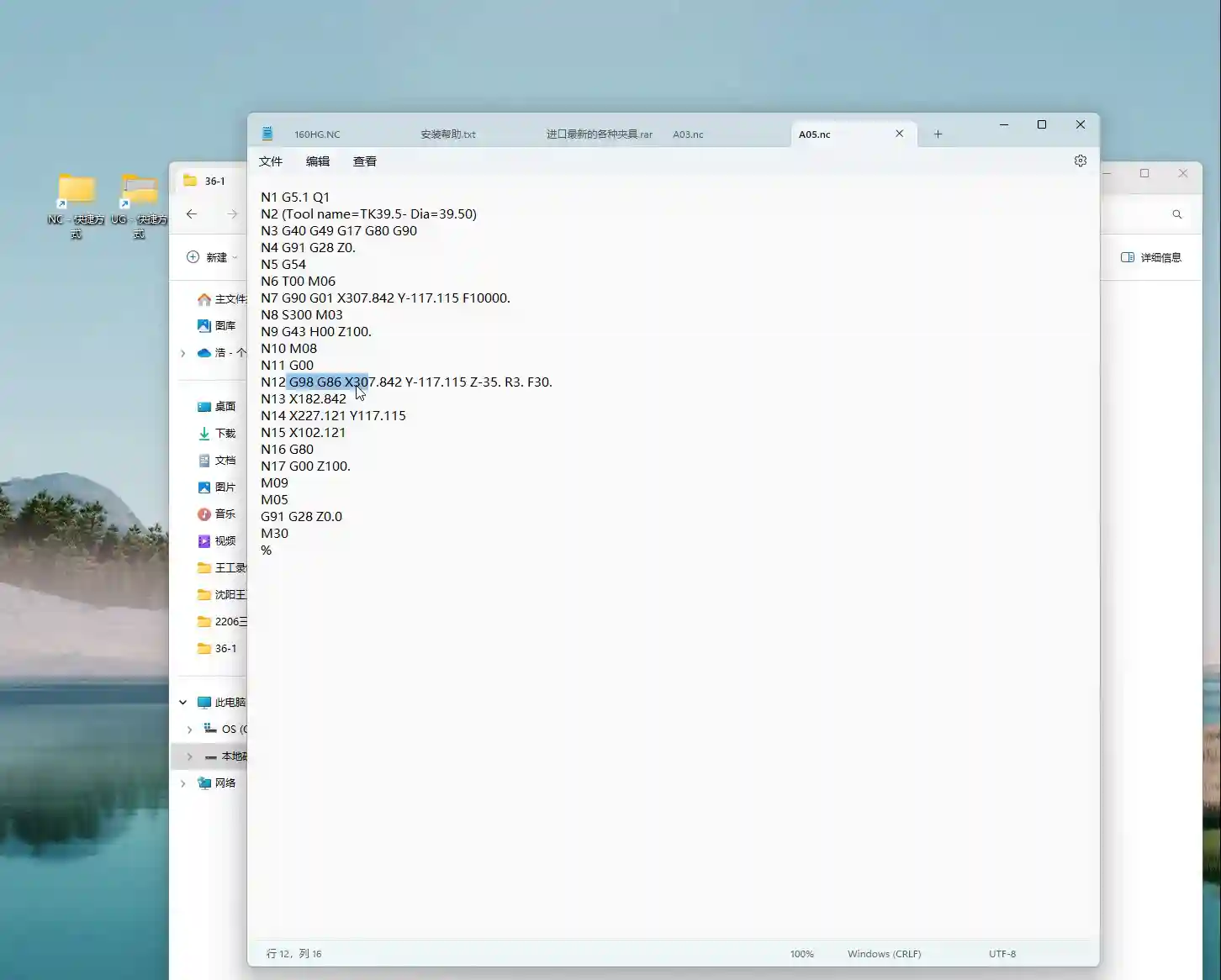
Boring, simply put, is the secondary machining operation for drilled holes to achieve higher precision and surface finish. Drills are for roughing; boring tools are for finishing. In Siemens NX, you select Boring, and the resulting G-code is typically G86 (spindle stop and retract) or G85 (spindle forward and retract) – pay attention to their differences. Choosing the correct boring tool and cycle determines the final quality of the hole.
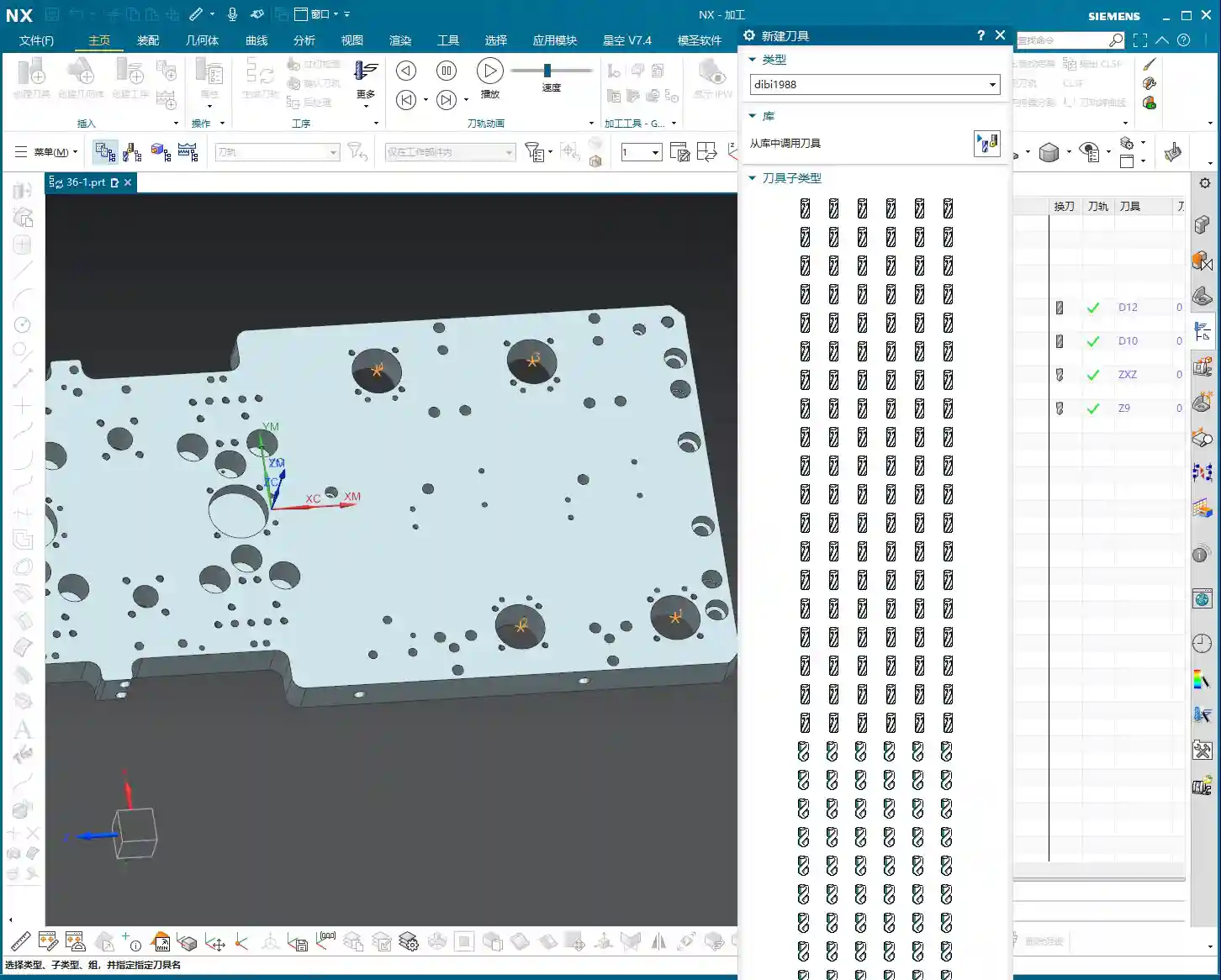

The key to boring is tool rigidity and overhang length. Shorter, thicker boring bars offer better rigidity, resulting in higher hole precision and less susceptibility to chatter. For deep holes, where depth exceeds three times the diameter, specialized anti-vibration boring bars or even tungsten carbide boring bars are necessary. When setting up boring tools in Siemens NX, precision in dimensions is crucial. For instance, if the video shows a 39.5mm hole, I’d create a 39.5mm boring tool. However, in actual machining, especially for finish boring, Tool Offsetting is extremely important. If you need to bore to an H7 tolerance, adjusting the tool offset by ±0.005mm (approx. ±0.0002 inch) should be routine for you.
Practical Tips
- Multi-Stage Machining: Finish boring typically involves two steps: rough boring and finish boring. Rough boring uses larger stock removal and faster feeds; finish boring uses minimal stock removal, slower feeds, and higher spindle speeds, with the goal of achieving a superior surface finish.
- Tool Naming: While you can select any tool type in Siemens NX, the post-processed program’s tool name must correspond to the actual physical tool. Otherwise, if the operator sees a D100 boring tool in the program but you’ve loaded a D10 tool, you’re asking for major trouble! This is a practical pitfall not taught in textbooks.
- G-code: G86 Z-Depth R-Retract Plane F-Feed rate. Note that G86 stops and orientates the spindle at the bottom of the hole before rapid retract, preventing tool marks. G85, on the other hand, retracts with the spindle still rotating forward.
Reaming: Ensuring Both Dimensional Accuracy and Surface Finish

Many people confuse reaming with boring. Boring can correct hole diameters and eccentricity, offering broader applications. Reaming is primarily used for final finishing of pre-drilled or pre-bored holes, making the final push for dimensional accuracy and surface roughness. It cannot correct positional errors, but it improves the hole’s roundness, cylindricity, and surface quality.
In Siemens NX, select Reaming, and the generated G-code is typically G85. Remember, the stock allowance for reaming must be small, typically 0.05-0.15mm (approx. 0.002-0.006 inch) per side. Too much allowance can lead to reamer wear, chipping, or even oversized holes. The feed rate should be slow, and the spindle speed high. This differs somewhat from drilling and boring. Too slow, and you risk chatter marks; too fast, and the reamer won’t properly cut the allowance, resulting in a poor surface. Coolant must be abundant to ensure chip evacuation and cooling.
Practical Tips
- Reamer Selection: Reamers come in hand reamer and machine reamer types, as well as straight flute and helical flute designs. Select the appropriate reamer based on the hole type and material. Pay special attention to the chamfer on the leading edge, as it directly impacts reamed hole quality.
- Siemens NX Programming: Remember to properly set the reamer’s entry and exit paths to ensure smooth tool engagement and retraction, preventing secondary scratches on the hole wall.
- G-code: G85 Z-Depth R-Retract Plane F-Feed rate. G85 maintains forward spindle rotation at the bottom of the hole and retracts with the spindle still rotating forward, which prevents tool marks on the hole wall, making it suitable for finishing operations.

Tapping: Adding Threads to Your Part
Tapping is the process of machining threads into a hole, preparing it for assembly. Here, two parameters are paramount: pilot hole size and pitch.
In Siemens NX, select Tapping. The standard tapping cycles are G84 (right-hand thread) or G74 (left-hand thread). Most modern machines support Rigid Tapping, where the spindle and feed are synchronized, resulting in high accuracy and reduced tap breakage.
Practical Tips
- Calculating the Pilot Hole: Taking an M5 thread as an example, with a pitch of 0.8mm. The pilot hole diameter is generally the nominal diameter minus the pitch. For an M5 thread, this would be 5 – 0.8 = 4.2mm (approx. 0.165 inch). This pilot hole size is critical; get it wrong, and the part is scrap! Too small, and the tap will easily break; too large, and the thread depth will be insufficient, failing to meet strength requirements.
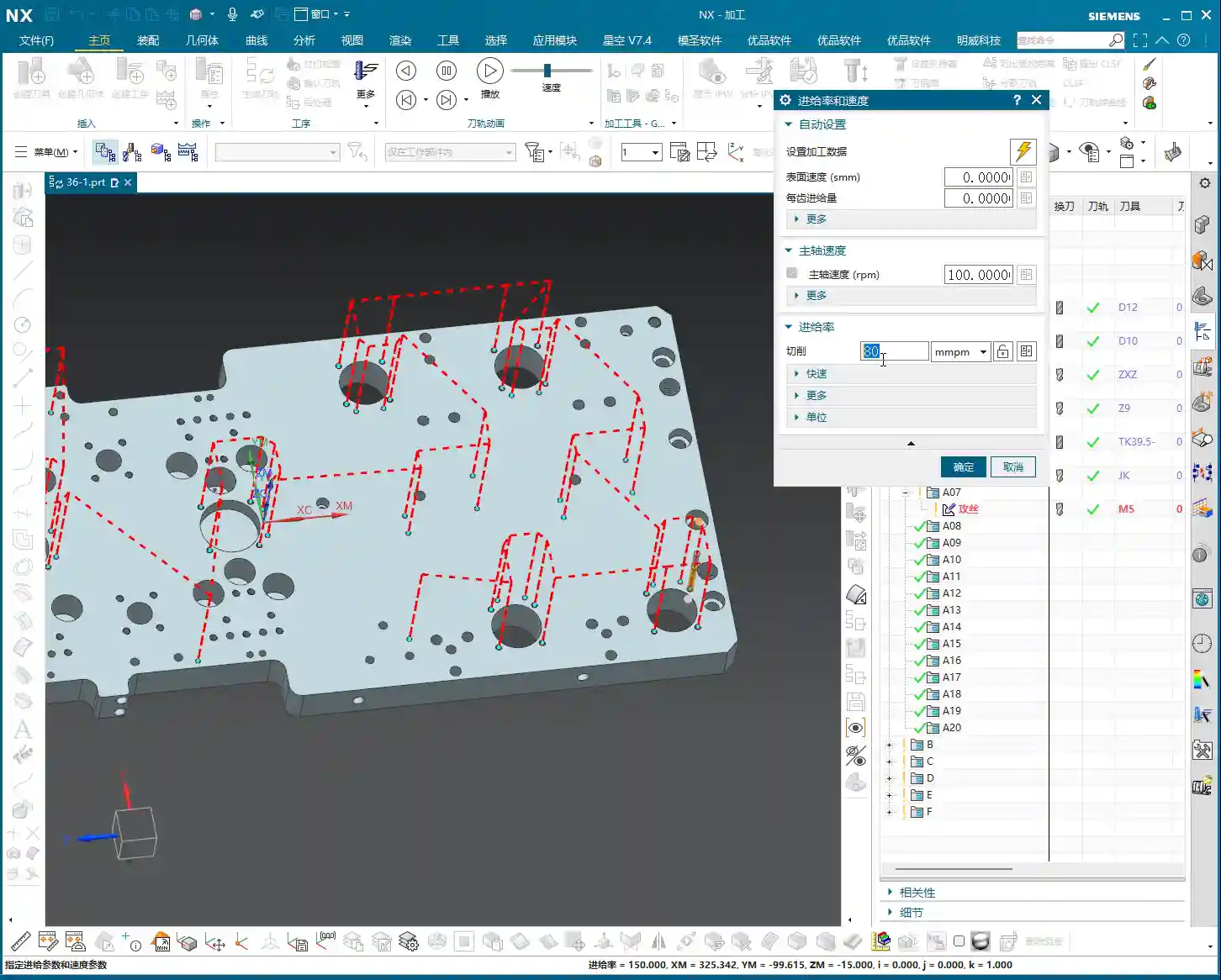
- Setting the Feed Rate (F-value): F = Spindle Speed (S) × Pitch (P). If S is 100 RPM and the pitch is 0.8mm, then F would be 80 mm/min. Don’t just blindly input parameters in Siemens NX; this formula must be second nature! Otherwise, if the tool wears down and the F-value isn’t adjusted accordingly, you’re looking at tap breakage.
- Siemens NX Programming: Ensure the correct tap tool is selected and verify the tapping depth. When tapping blind holes, always leave chip clearance; don’t drill to the absolute bottom. The tap should also slightly lift at the bottom to prevent chip accumulation leading to tap breakage.
- Cooling and Lubrication: Tapping is a heavy cutting operation, especially for steel. Ensure ample coolant is supplied to significantly extend tap life and improve thread quality.
- G-code: G84 Z-Depth R-Retract Plane F-Feed rate S-Spindle Speed. Remember, the F-value must match S and P, otherwise tap breakage is inevitable.
Summary: Pitfall Avoidance Guide
Listen closely, whether it’s drilling, boring, reaming, or tapping, always remember these Master Wang’s Ironclad Rules for Avoiding Pitfalls:
- Material is Fundamental: Different materials require corresponding adjustments to tooling, spindle speed, feed rate, and coolant. For high-hardness, high-toughness materials, don’t just think about brute-force speed. First, ask yourself: Is this a specialized tool?
- Fixturing is a Prerequisite: The workpiece must be securely clamped and fixtured with sufficient rigidity. Vibration is the enemy of both accuracy and tool life! No matter how perfect your Siemens NX model looks, if it’s not stable on the machine, it’s all for nothing.
- Tooling is Core: Selecting the appropriate tool and sharpening it properly are fundamental skills. Grinding custom tools is an expertise for experienced machinists like us – learn and ask more! Don’t use one tool for every job; that’s working foolishly, not cleverly.
- Parameters are the Soul: Feed rates, spindle speeds, depths, and Q-values in Siemens NX programming aren’t set arbitrarily. They must be adjusted based on experience, tool manufacturer recommendations, and actual machine conditions. Don’t just rely on software simulations; observe the cutting sparks, listen to the cutting sound, and even smell the cutting chips – that’s real expertise!
- Precision is Lifeline: When facing ±0.005mm (approx. ±0.0002 inch) level precision issues, don’t immediately blame the machine. Check your fixturing, tool wear, coolant, and tool offset settings. Often, process adjustments can resolve the problem.
Finally, remember that machining efficiency and cost are always critical considerations. While ensuring quality, you must continuously think about how to optimize tool paths, minimize air cuts, and extend tool life. Alright, that’s all for today. Go digest this information thoroughly, and next time we’ll discuss something even more in-depth!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply