📝 Key Takeaways: ** Master Wang provides an in-depth analysis of NX Cavity Milling’s machining layers, guiding you step-by-step on precise machining depth control, and differentiating between Automatic and User Defined modes. Understand the practical significance of multi-layer cutting, avoid tool wear and workpiece deformation, achieve high-efficiency and high-precision machining, and bridge the gap between theory and real-world application, addressing practical blind spots not found in textbooks. **
Hey everyone, it’s Old Wang, Master Wang here. Today, picking up where we left off, let’s really dig into what this “Cavity Milling Machining Layer” in NX is all about. Don’t let the name intimidate you. This is crucial for our work, especially when milling deep cavities and hard materials, to boost efficiency, ensure accuracy, and even safeguard your tool’s lifeline! Textbooks might not fully explain it, but after fifteen years on the shop floor, I’m telling you, if you don’t master this, you’re in for some serious trouble.
Machining Layers: The “Conductor” for Depth Control
Listen up, what exactly are machining layers? Simply put, it’s how you tell the machine where the tool should start cutting material in the Z-axis direction and where to stop. It’s not just a single cut from top to bottom; instead, it breaks down the entire machining depth into multiple layers. Especially when milling cavities, which can be quite deep, if you blindly try to “get it all done in one go,” your tool certainly won’t be happy.
Let’s take roughing as an example. If a cavity needs to be machined from the top of the raw stock to a certain depth, and you don’t set up the machining layers properly, or if your settings are unreasonable, the tool might have to struggle to cut all the way down in a single pass. Never mind if the tool can handle it; even the workpiece itself might deform due to excessive cutting forces and poor heat dissipation. What we need to do is use machining layers to break down large jobs into smaller ones, and tackle tough material in smaller chunks.

Machining Layer Definition and Practical Tips in NX
In NX, there might seem to be many parameters here, but we’ll focus on the essentials. Once you understand a few core options, you can get to work.

Setting the Top and Bottom Faces
For cavity milling, you first need to tell the software where to start cutting the “cavity” and where to finish. These are the Top and Bottom faces. We can either graphically select a face on the model or directly input a Z-axis coordinate value.
- Top Face: This is typically the top face of the raw stock, or the surface machined in the previous operation. In NX, you can select a face or a point; it will use your chosen reference face or point as the highest machining point.
- Bottom Face: Listen up, this is where mistakes often happen! The bottom face is the final depth you intend to machine in this operation. Newcomers often just click the absolute bottom face of the model in the graphics area and think they’re done. That’s not always the case! If you’re in “User Defined” mode and only select the top and bottom faces, NX might generate a “single layer” toolpath directly from the top to the bottom! For deep cavities, this can lead to serious problems.
Master Wang’s personal emphasis: When setting the bottom face, it’s best to open the machining layer list and precisely select the last layer (plane) you want to machine to. That’s the safest approach!

Choosing Between “Automatic” and “User Defined” Modes
This is central to machining layer settings and directly determines the toolpath layering strategy.
- Automatic:
This is NX’s more “intelligent” mode. When you select “Automatic,” NX will automatically identify all valid planes within your selected machining area and treat them as machining layers. For example, if your cavity has several steps or the top faces of some bosses, NX will recognize them and create machining layers on these planes. This allows the tool to better follow the actual geometry of the workpiece, avoid air cuts, and more intelligently distribute the Depth of Cut. This mode is suitable for roughing cavities with numerous geometric features.
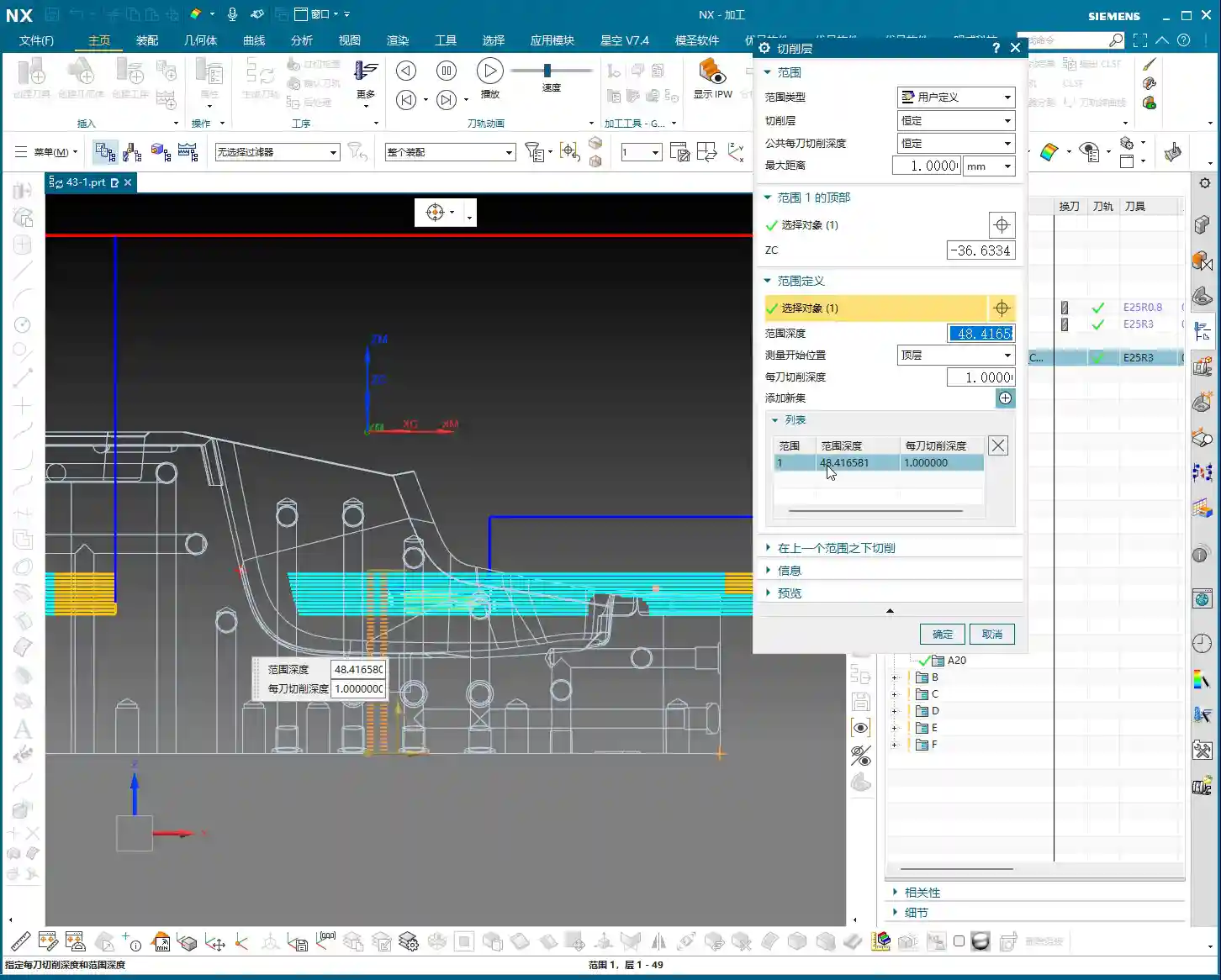
- User Defined:
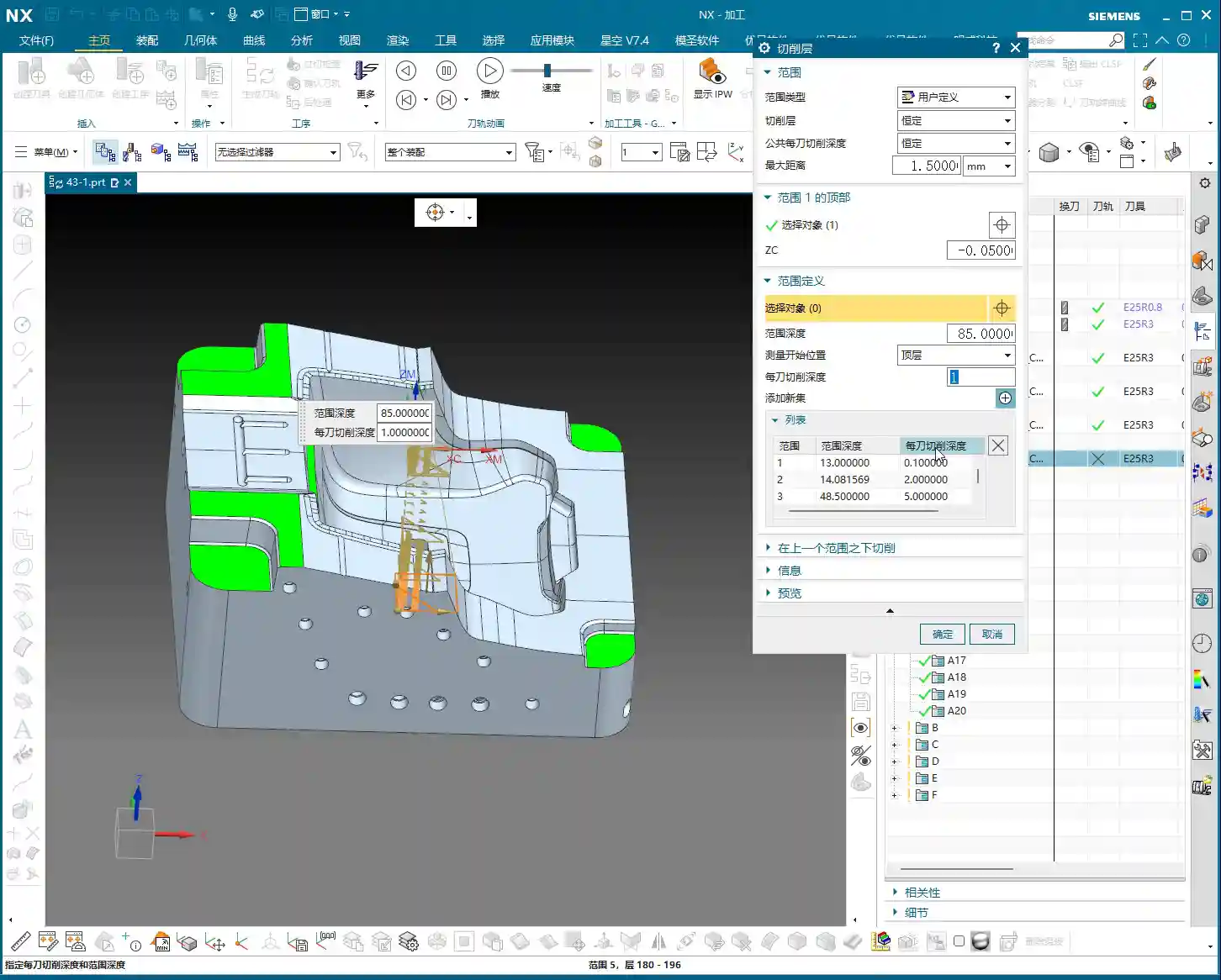
This mode treats you like an experienced operator, giving you more control, but also meaning you bear more responsibility. Under “User Defined,” you can manually add (Add New Level) each machining layer. You can specify where the first layer is, where the last layer is, how many layers to add in between, and how large each layer’s interval should be – you have full control.
For example, if you want the first Depth of Cut to be 10mm, the second 5mm, and the third 2mm, you can achieve this by manually adding different “levels.” But if you only select the top and bottom faces without manually adding intermediate machining layers, the software will assume you want to cut all the way down in a single pass! This is no joke; many newcomers fall into this trap, breaking tools and scrapping workpieces before realizing their mistake.

Why So Many Machining Layers? — Practical Know-How Not Found in Textbooks
Do some of you think, “Can’t I just set a top face, a bottom face, and a stepdown, and be done with it?” Why bother with so many layers and make it so complicated? That’s the difference between experience and theory. Let me break down the real essence for you:
- Control Tool Load, Extend Tool Life:
This is the most crucial point! If a deep cavity is machined in only one layer, the tool has to remove a massive volume of material in a single pass, causing cutting forces to surge instantly. At best, this leads to accelerated tool wear and chipping; at worst, it causes tool breakage, or even damage to the machine spindle. Especially when machining “tough nuts” like titanium alloys and high-temperature nickel-based alloys, controlling tool load is paramount. Layered cutting effectively distributes the cutting forces, allowing the tool to “nibble away” at the material, significantly extending tool life. That’s a tangible cost saving!
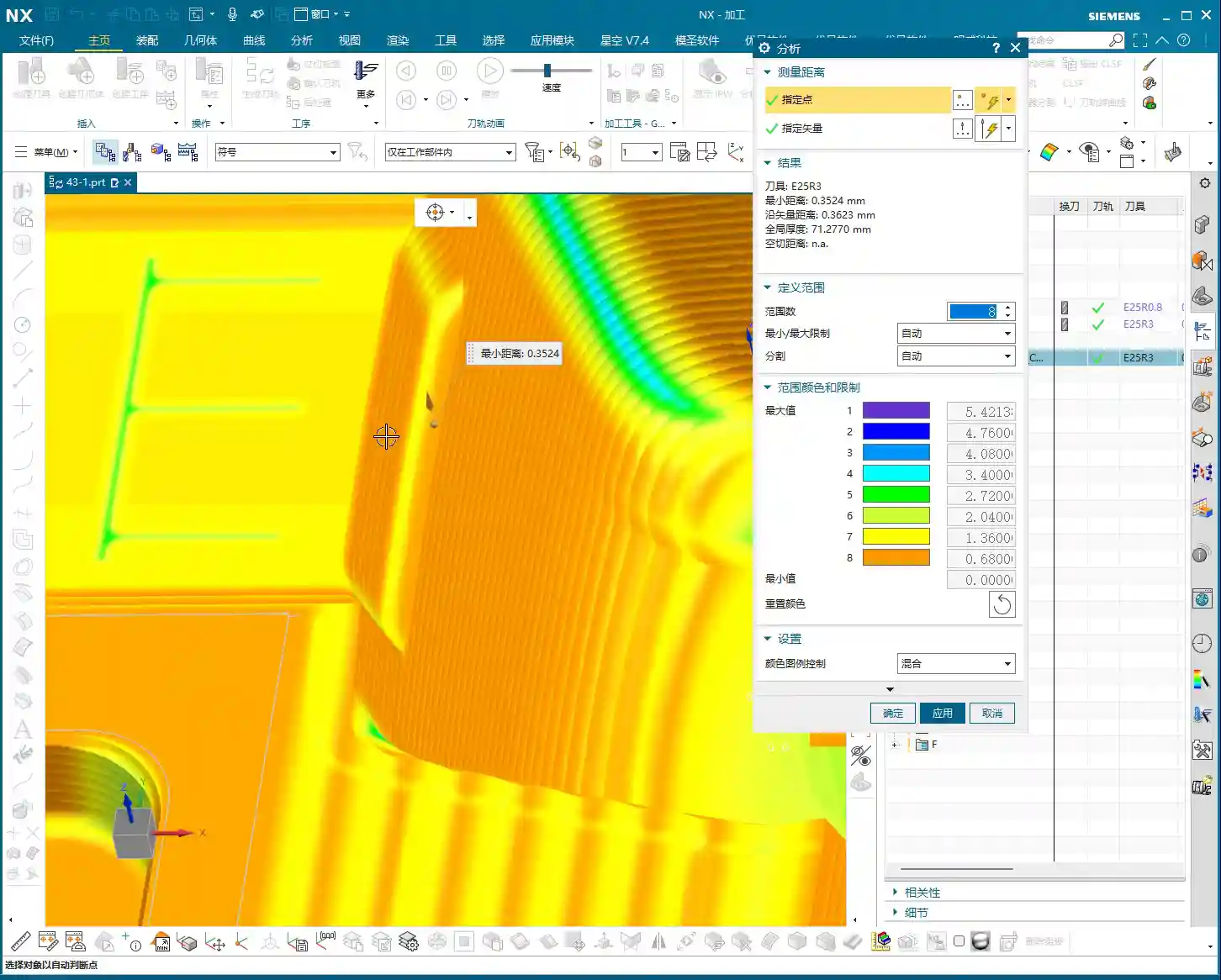
- Precise Stock Control, Improved Machining Accuracy:
Layered cutting allows for better control over the remaining stock in each layer. For example, in roughing, you might want to leave a uniform 0.5mm of stock on each layer to be removed during finishing. If the layering is unreasonable, some areas might have excessive stock, leading to heavy depths of cut during finishing, which impacts accuracy and surface quality.
- Effective Heat Dissipation, Prevent Workpiece Deformation:
Large feed rates and deep cuts generate significant cutting heat. If too much heat accumulates, workpieces, especially thin-walled or high-precision parts, can easily experience thermal deformation. Layered cutting, combined with coolant, allows cutting heat to dissipate effectively, reducing the risk of workpiece deformation. When dealing with certain precision parts, I’d rather take several shallow cuts to minimize the risk of deformation.
- Avoid Air Cuts, Improve Machining Efficiency:
In “Automatic” mode, the multiple machining layers identified by NX often correspond to internal geometric features of the cavity (e.g., steps, islands). This allows the tool to engage material only when necessary, reducing air cutting time and indirectly boosting overall machining efficiency.
- Optimize Surface Finish:
During semi-finishing or finishing operations, we can achieve a better surface roughness by setting denser machining layers (smaller stepdowns). This is similar to polishing; gradually grinding layer by layer is what yields a mirror-like finish.
Summary: Pitfall Avoidance Guide
- Don’t Just Look at the Model, Check the List: When setting the top, bottom, or any intermediate layer, especially in “User Defined” mode, always open the machining layer list to confirm you’ve selected the exact plane or Z-value you intend, rather than just clicking randomly in the graphics area and assuming it’s correct.
- “User Defined” is Not a Panacea: If you select “User Defined” mode but only specify the top and bottom faces, NX will, by default, generate a single toolpath, effectively cutting all the way down in one pass. For deep cavities, this is almost a “tool breakage trap”! Unless you are absolutely sure only one layer is needed.
- Set Stepdown (Depth of Cut) Appropriately: The distance between machining layers is the stepdown. This needs to be determined based on a comprehensive consideration of tool diameter, material hardness, machine rigidity, and your desired machining efficiency and surface quality. There’s no one-size-fits-all parameter. Experiment, observe the cutting sparks and sound, and accumulate experience.
- Stock Control is a Major Discipline: The Depth of Cut for each layer must account for leaving a reasonable amount of stock for the next operation. Especially the stock on the bottom and sidewalls; it needs to be left uniformly so that the finishing pass can proceed smoothly.
- Learn to Use “Add New Level”: In “User Defined” mode, if you want to manually control the depth and number of each layer, you must learn to repeatedly use the “Add New Level” function to manually add each layer. While it might be a bit more work, it allows for the most precise control.
Alright, that’s it for today on NX Cavity Milling machining layers. Remember, software is just a tool; the underlying machining principles and practical experience are your real bread and butter. Practice more, observe more, think more, and you too can become a master craftsman!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply