📝 Key Takeaways: Master Wang provides an in-depth analysis of Siemens NX’s four layer-to-layer transition methods. From the standard zigzag to high-risk direct plunge, and efficient ramp/helical entry to complex cross-ramp entry. He emphasizes practical priorities: Rapid Transfer (general purpose), Ramp/Helical (preferred for enclosed areas), and Direct Plunge (rarely used). Discover exclusive tips for optimizing toolpaths, extending tool life, and preventing thermal deformation, helping you boost accuracy and efficiency with essential CAM programming knowledge beyond textbooks! **
Hello everyone, I’m Old Wang, but you can call me Master Wang. I’ve been grinding in the machining industry for fifteen years, smelled my share of cutting fluid and metal chips, and seen countless tricky problems. Today, we’re not going to talk about any abstract theories. Instead, let’s dive into some real-world stuff: layer-to-layer transition methods in Siemens NX. This is critical, directly impacting your tool life, machining efficiency, and part accuracy! Don’t underestimate these few options; there’s a lot more to them than meets the eye.
What Are Layer-to-Layer Transitions?
Listen up. “Layer-to-layer transition,” simply put, is how the tool moves to the next layer to continue machining after completing the current one. Does it plunge directly? Or does it helix down slowly? Siemens NX offers specific options for each method. When machining parts, especially deep pockets, cavities, or complex contoured parts, every new layer requires careful consideration of this transition move. Choose correctly, and you’ll boost efficiency; choose wrong, and you might face tool chipping, scrap parts, and wasted machine time.
It’s like milling a hole – there are many ways to do it, but determining the safest and most efficient method relies on experience. Today, I’ll break down the four most commonly used methods in Siemens NX for you.

Method One: Rapid Transfer (Standard Zigzag Move)
Principle and Application
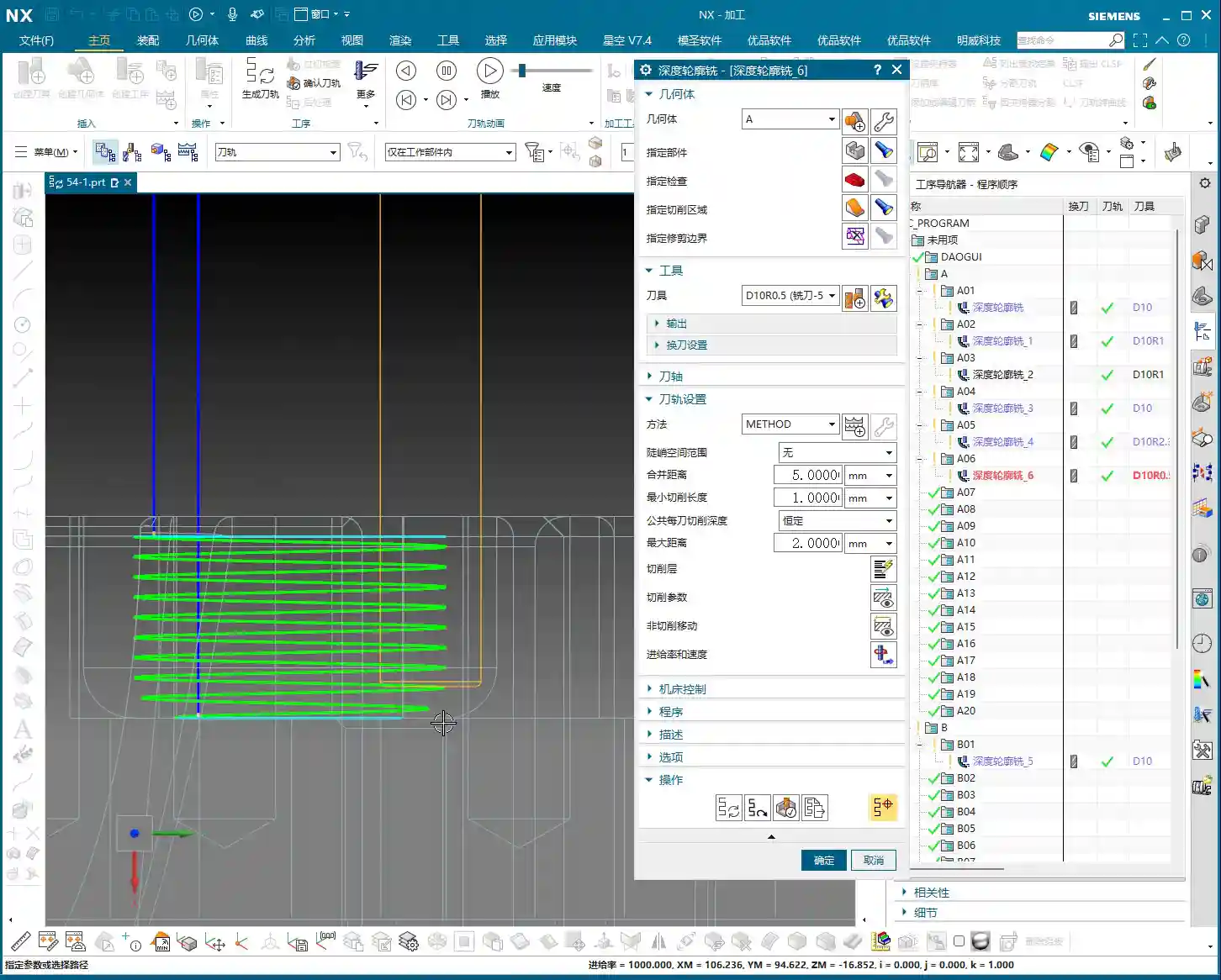
In NX, this method is often referred to as “Use Transfer Method” or “Rapid Transfer.” The logic is straightforward: after the tool finishes machining the current layer, it will retract, move to the starting point of the next layer, and then plunge. This typically manifests as the tool making a “come over, go across, come over, lift, go across” motion, resembling a zigzag pattern.
Master Wang’s Insights and Practical Tips
- Pros: This is the most versatile and safest method. For most workpieces, especially those with irregular shapes or multiple islands, it effectively avoids obstacles, minimizes rubbing against previously machined surfaces, and reduces the risk of tool crashes. It features the shortest non-cutting distance, contributing to higher overall efficiency.
- Applicable Scenarios: Almost all types of machining, particularly roughing and semi-finishing passes that require frequent tool retraction and repositioning. This is your go-to “fallback” option, suitable for both open and enclosed areas.
- Master Wang’s Advice: Don’t just rely on software simulation—watch the cutting sparks! While it involves tool retraction, as long as the retraction height is set reasonably to clear obstacles, there’s no need to lift it excessively high and waste time. Always ensure sufficient safety clearance; better to have a bit more air cutting than a tool collision.

Method Two: Direct Plunge into Part (Direct Plunge Style)
Principle and Application
This method is quite “aggressive.” It involves the tool plunging vertically directly from its current layer position to the starting point of the next layer. No retraction, no spiraling—just a straightforward plunge.
Master Wang’s Insights and Practical Tips
- Cons: Listen up, this is where you’re most likely to encounter heavy cutting loads! End mills are designed for peripheral cutting; their tip strength is weak. If you plunge directly, the axial force on the tool will be extremely high, easily leading to tool chipping, breakage, or even spindle damage. Furthermore, the tool tip’s cutting efficiency in the axial direction is very low, resulting in poor surface quality. Basically, this method should only be used as a last resort.
- Applicable Scenarios: Theoretically, it can be used in open areas, but due to the immense impact on the tool, consider it only when machining very thin, very soft materials with excellent center-cutting tools, and when no other options are available. In enclosed areas, it is generally prohibited.
- Master Wang’s Advice: When you see the words “direct plunge,” a red flag should go up in your head! As machinists, we must learn to treat our tools like gold. Avoid this method whenever possible. If you absolutely must use it, ensure the feed rate is very slow, the cutting load is minimal, and that the tool has ample through-tool or external coolant to prevent tool burning.

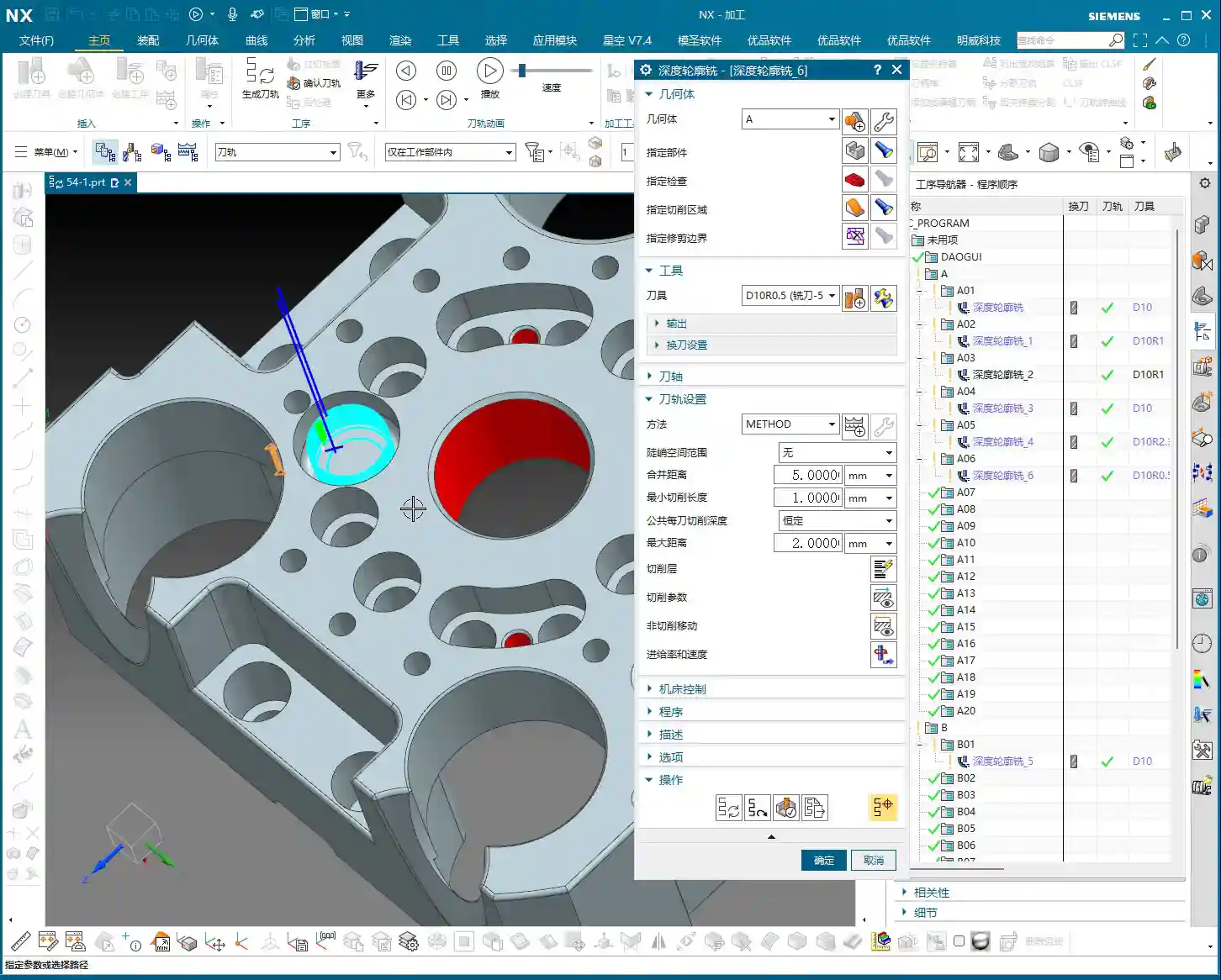
Method Three: Ramp/Helical Entry into Part (Ramp/Helical Style)
Principle and Application
This method is far smarter than the second one. It allows the tool to enter the next layer gradually, following a defined ramp angle or helical path. In Siemens NX, there’s typically a parameter for the “Ramp Angle.”
Master Wang’s Insights and Practical Tips
- Pros: This method allows the tool to engage with its side flutes, distributing the cutting forces evenly, significantly reducing tool impact, and extending tool life. The resulting surface quality is also superior. Especially when the ramp angle is set to 0 degrees, it transforms into classic “Helical Milling,” where the tool rotates and descends like a drill from top to bottom, simultaneously performing side cutting. This achieves 3-axis simultaneous motion (X, Y, and Z axes moving concurrently).
- Applicable Scenarios: Widely used for plunge cutting in enclosed areas, such as milling internal cavities or hole machining. Helical milling, in particular, is an excellent tool for roughing holes and an effective alternative to drilling, especially suitable for machining high-hardness materials like titanium alloys and high-temperature nickel-based alloys, as it significantly reduces tool wear and thermal deformation.
- Master Wang’s Advice:
- Choosing the Ramp Angle: A larger angle means faster plunging, but also higher cutting forces on the tool. Generally, based on material and tool conditions, 1-5 degrees is common. Small ramp angles, such as 1 or 2 degrees, result in minimal tool wear but a slightly longer entry time.
- Helical Milling (Ramp Angle = 0): This is one of my most recommended plunging methods for enclosed areas. Ensure the helix radius is sufficient to prevent the tool center from rubbing against the hole wall, and also pay attention to the helical Z-axis feed rate, keeping it from being too aggressive.
- Enclosed Area Restriction: Like the fourth method, this approach is only for enclosed areas. If your machining region is open, the software will either error out or generate an unsuitable toolpath.

Method Four: Cross-Ramp into Part (Complex Ramp Style)
Principle and Application
This method also involves ramping into the part, but as it progresses, it performs a more complex “cross” or “S-shaped” plunging path, adapting to the part’s geometry. For certain specific geometries, it can achieve a smoother transition.
Master Wang’s Insights and Practical Tips
- Pros: In complex 3D surface machining, or when parts have unique sloped surfaces, this method can better adapt to the geometry, maintain stable cutting loads, and avoid sudden impacts.
- Applicable Scenarios: Also suitable for finishing and semi-finishing passes in enclosed areas, especially where high demands are placed on surface quality and toolpath trajectory. For instance, in machining mold cavities, it might be used to minimize witness marks.
- Master Wang’s Advice: This method is relatively less common, as its complexity can sometimes increase programming and calculation time. Typically, the ramp or helical entry of the third method will suffice. Only consider this method if you find that the third option doesn’t provide a satisfactory toolpath. And remember, it also only applies to enclosed areas.
One crucial point: Whether using a ramp or helical entry, always check for collisions before plunging! Sometimes the simulated toolpath looks perfect, but when the machine runs, it might give you an unpleasant “surprise.”
Summary: Collision Avoidance Guide
Master Wang’s Practical Priorities and Pitfall Avoidance Experience
Got it? These four layer-to-layer transition methods each have their specific uses, but they come with clear priorities and application conditions.
- First Choice: Rapid Transfer (Method One). Most versatile, applicable to both open and enclosed areas, high efficiency, low risk. This is your “all-rounder”.
- Second Choice: Ramp/Helical Entry into Part (Method Three, especially Helical Milling). For plunging in enclosed areas, this is the best option, as it maximizes tool protection and improves machining quality. Don’t forget, a ramp angle of 0 degrees means helical milling.
- Use with Caution: Cross-Ramp into Part (Method Four). Consider using it in specific situations; it also only applies to enclosed areas.
- Avoid or Use in Extreme Cases: Direct Plunge into Part (Method Two). Only if tool, material, and process conditions permit, and there are no other alternatives. Remember, direct plunging is the tool’s worst enemy!
As machinists, we not only need to know how to use the software but also understand the process, know our tools, and comprehend the materials. Siemens NX’s features, no matter how powerful, are just tools. Ultimately, whether a part can be produced well, at a low cost, and with high efficiency still depends on the experience and judgment of us front-line experts.
Don’t just stare at the toolpath trajectory on your computer screen; those are ideal conditions. At the machine, your eyes should watch the cutting sparks, your ears should listen to the cutting sound, and your nose should smell the cutting fumes. These “not-taught-in-textbooks” practical experiences are your true wealth.
Let me emphasize again, Master Wang not only hand-machines high-precision parts but also knows how to make our industrial products stand out online. So, I’ll explain these core machining knowledge points in plain language, combining them with practical applications, so you can learn them and apply them effectively right away!
Summary: Pitfall Avoidance Guide
Finally, a few concluding remarks—all solid advice, remember them:
- Prioritize smooth tool entry methods: Avoid tool impact and extend tool life.
- For enclosed areas, frequently use ramp/helical entry: Good results, high efficiency.
- For open areas, frequently use rapid transfer: Ensure safety and minimize air moves.
- Material hardness and tool type dictate feed rate and spindle speed: Don’t generalize; apply flexibly.
- Always verify programming: Ensure thorough simulation, and monitor the actual machining process throughout.
- Don’t be afraid to make mistakes; be afraid not to try and learn from them: Every machining operation is a learning opportunity.
Alright, that’s all for today. Next time, let’s talk about more hardcore knowledge!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply