📝 Key Takeaways:
Deep Dive into Planar Milling Core Parameters
Hello everyone, I’m Master Wang. Today, we’re diving back into the world of Planar Milling…
Hello everyone, I’m Master Wang. Today, we’re diving back into the world of Planar Milling in Siemens NX, specifically focusing on the main interface and Depth of Cut settings. These are critical parameters that directly impact machining quality and efficiency.
Siemens NX Planar Milling Fundamentals: Boundary Selection and Machining Depth
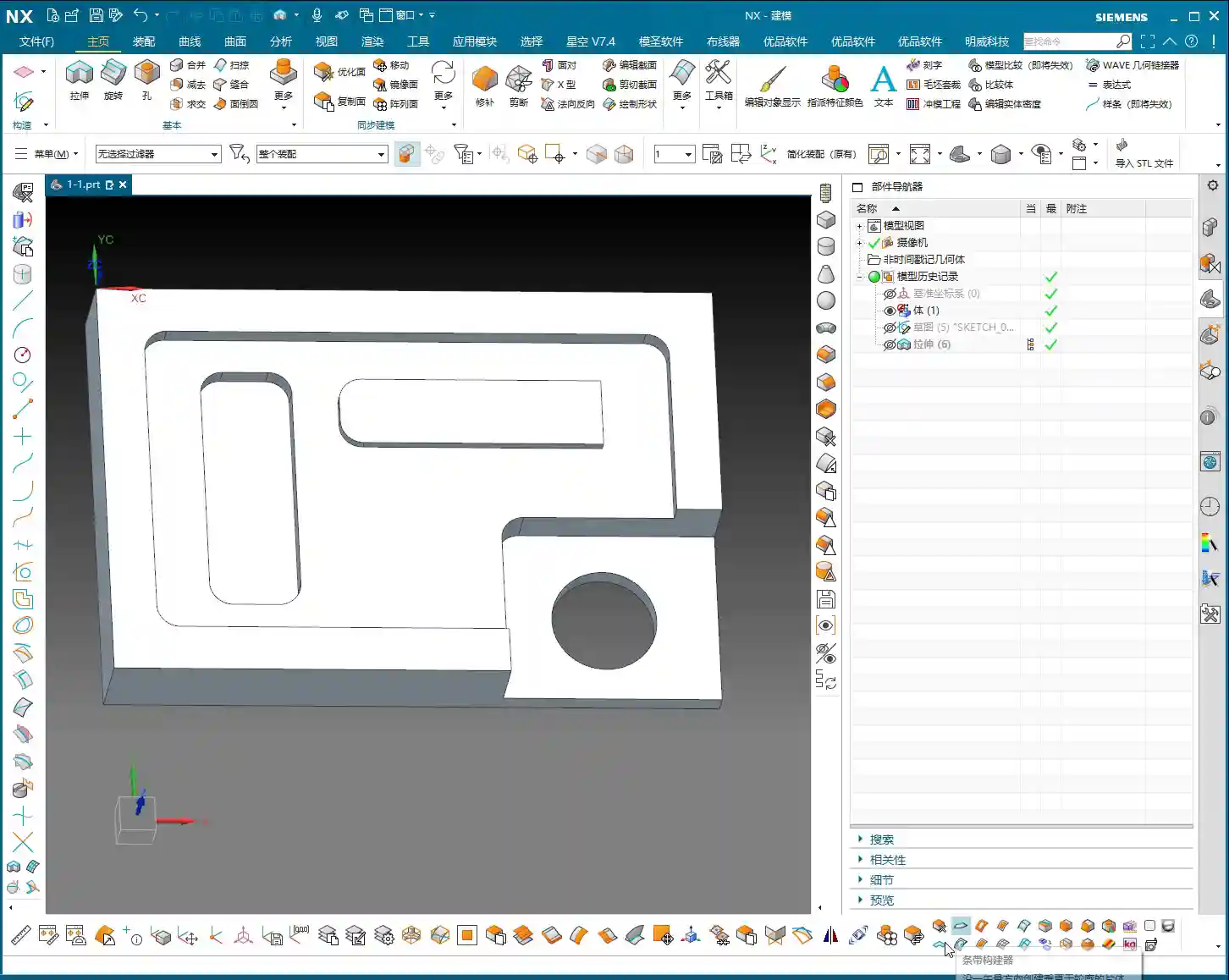
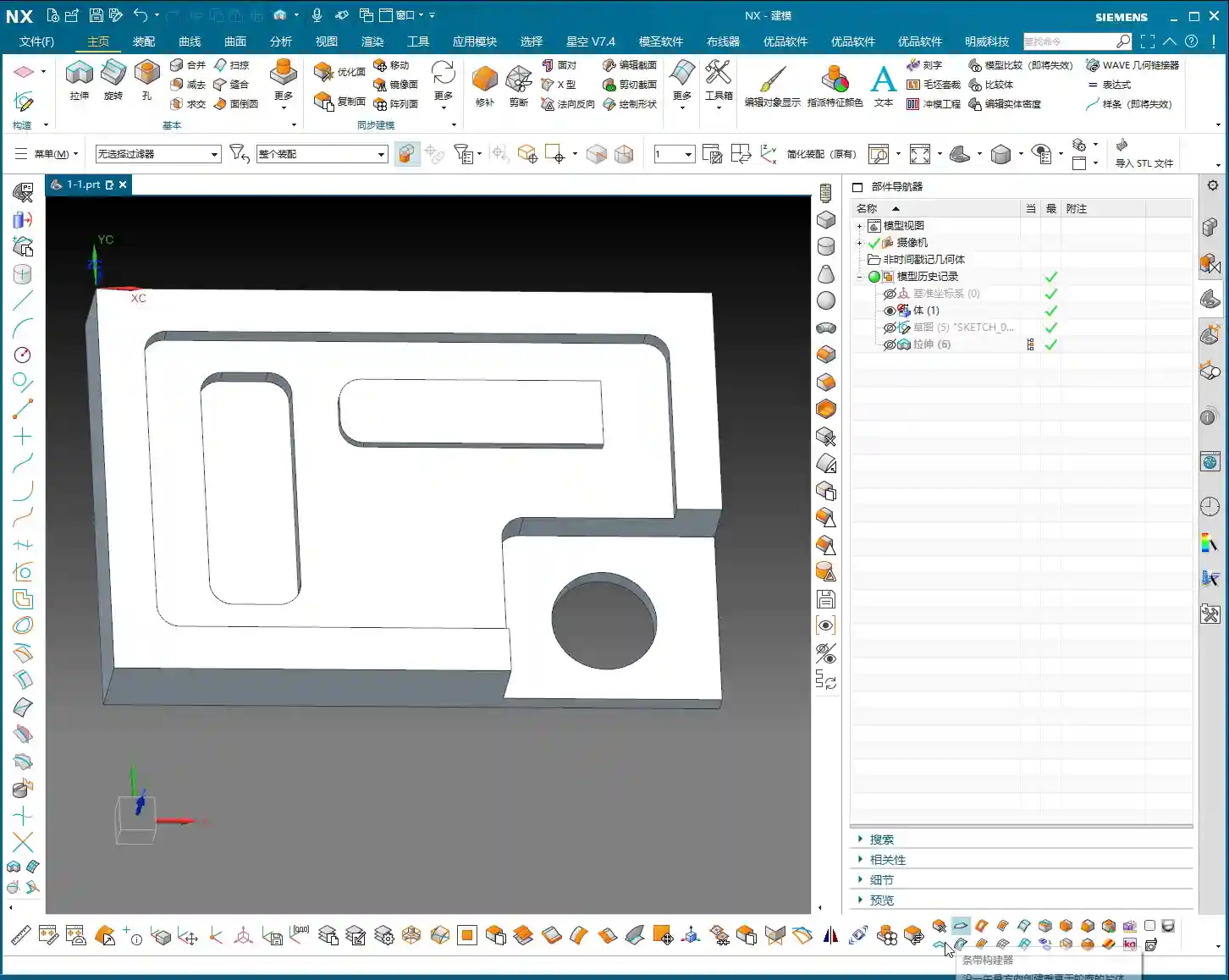
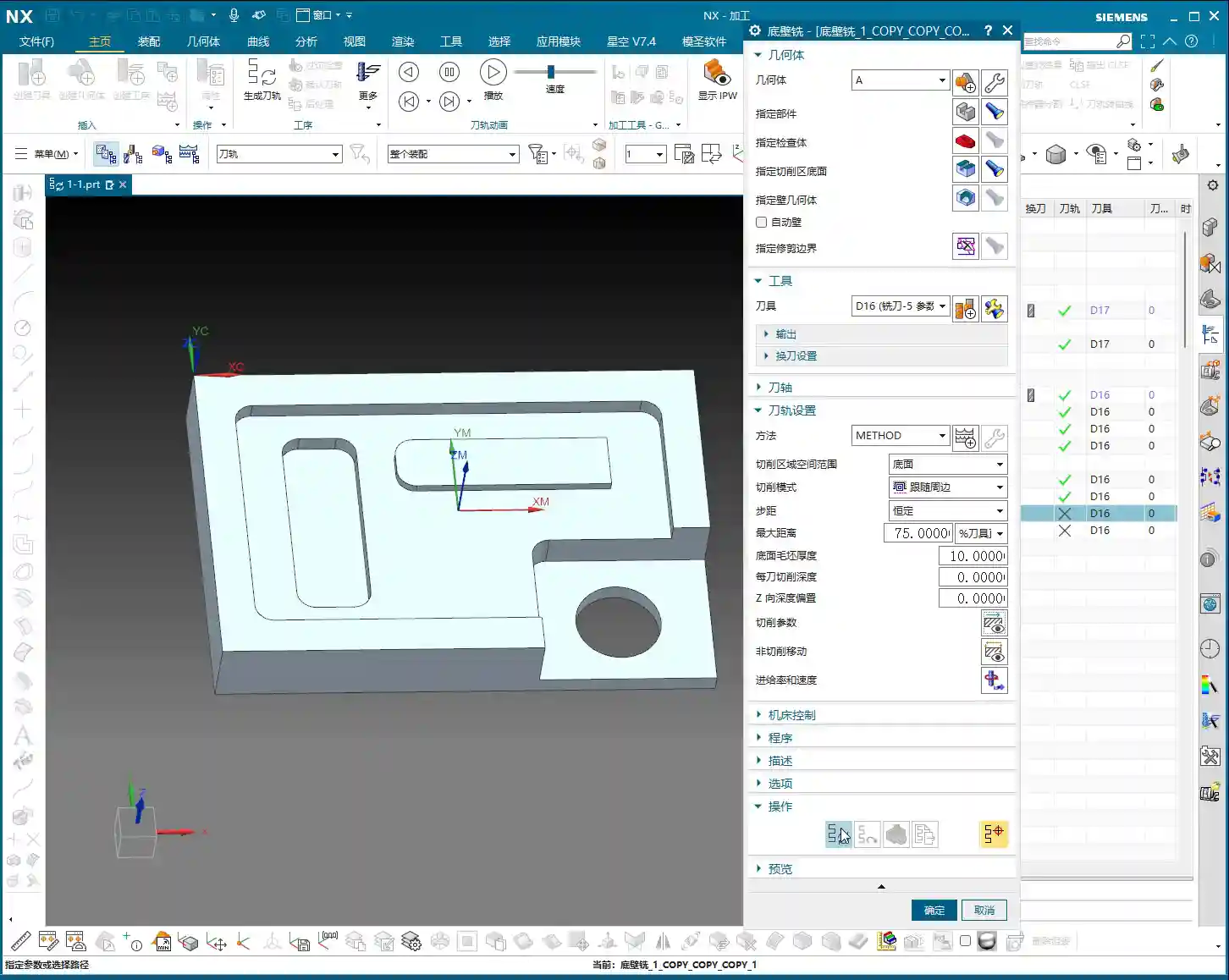
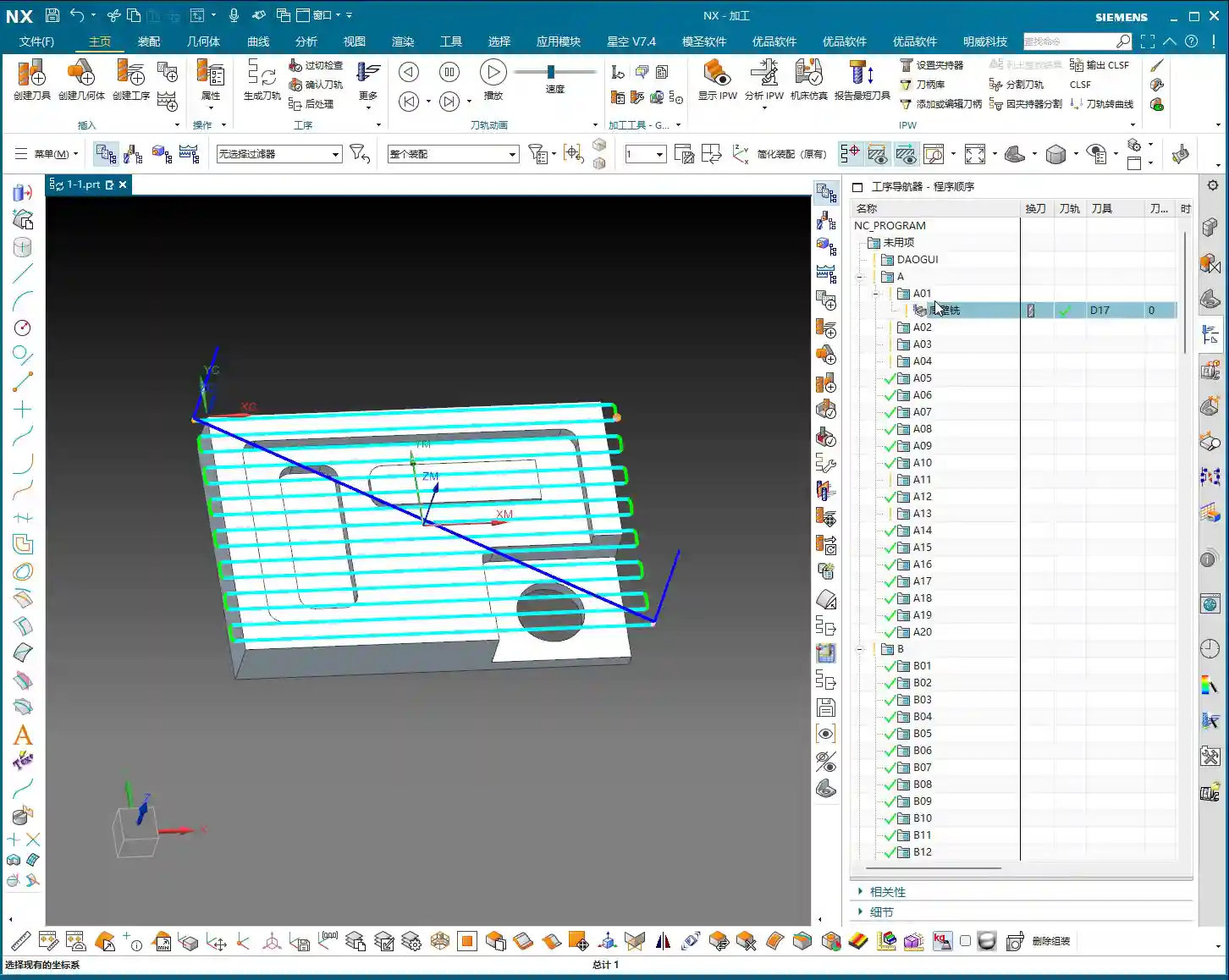
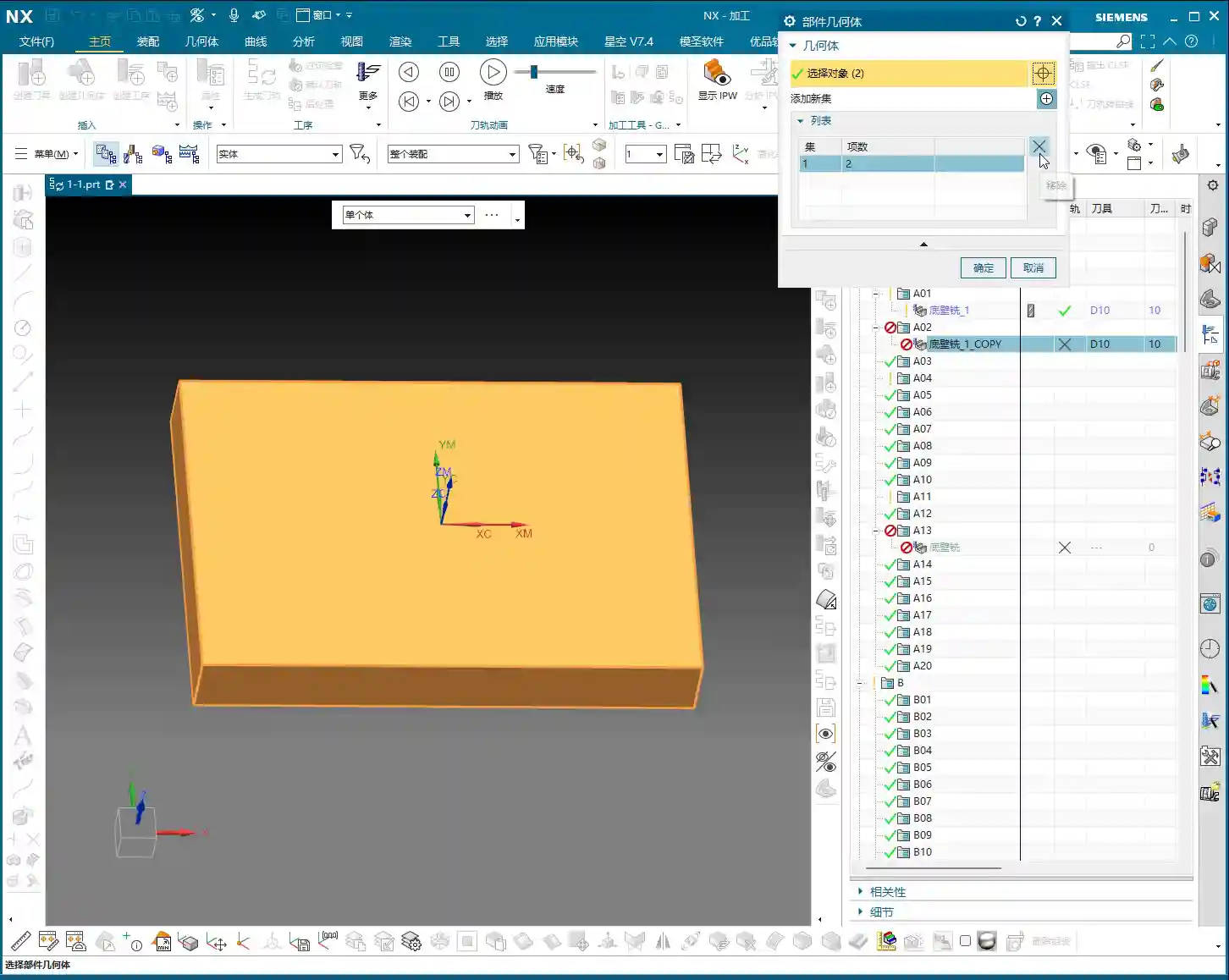
Listen up. For planar milling, the first step is Boundary Selection. You can’t mess this up. Whatever you select, that’s what it will machine. Don’t get distracted by the fancy software interface; the core logic is that simple.
Key Point: Closed Boundaries and Specify Bottom
When you’re doing planar milling, remember this ironclad rule: you must select a closed boundary. What does “closed” mean? It means all sides are sealed off, like a complete frame, a solid shape. If you select an open line segment, the software won’t recognize it, and you won’t be able to machine anything. This isn’t a joke; it’s practical experience. Don’t make rookie mistakes here.

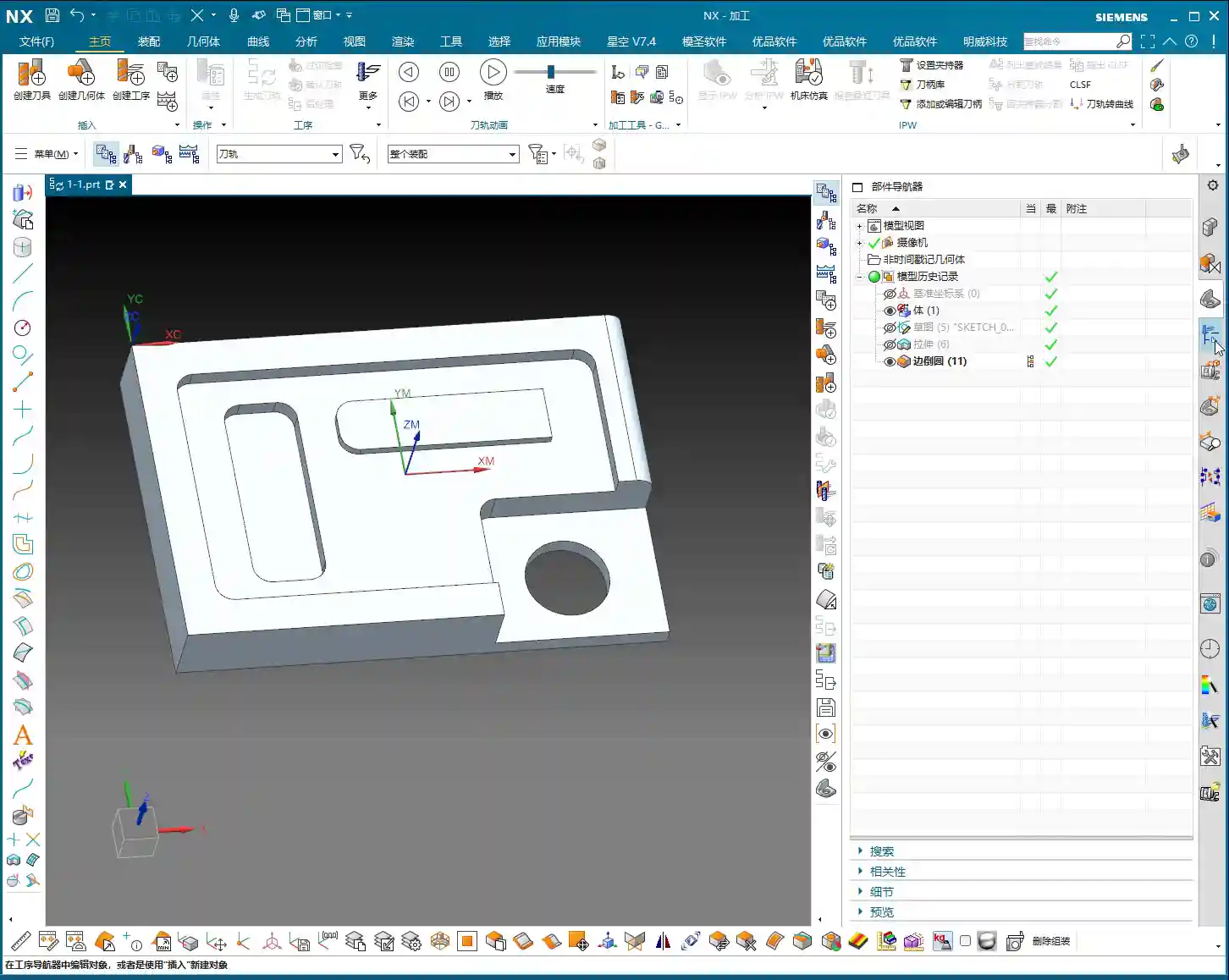
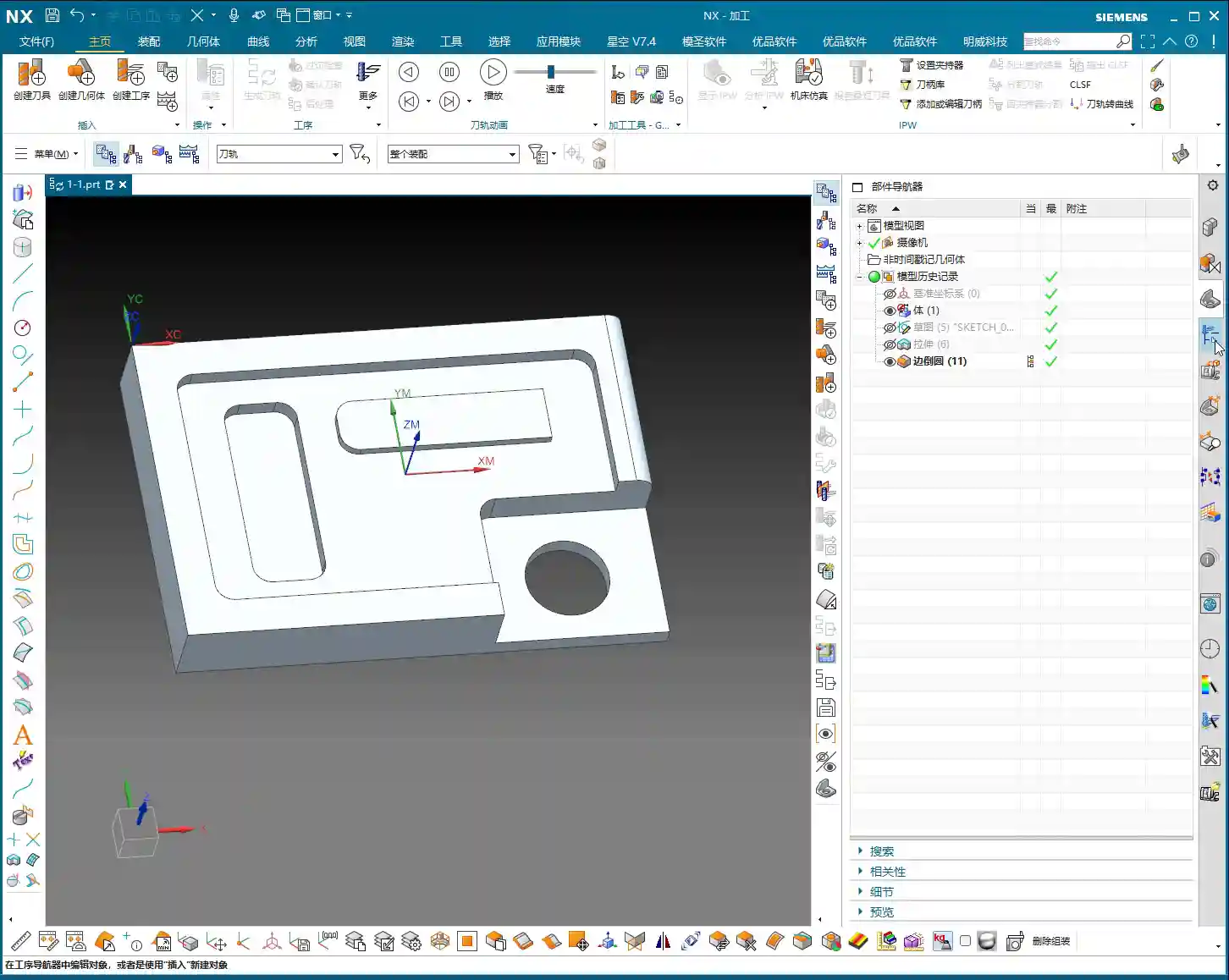
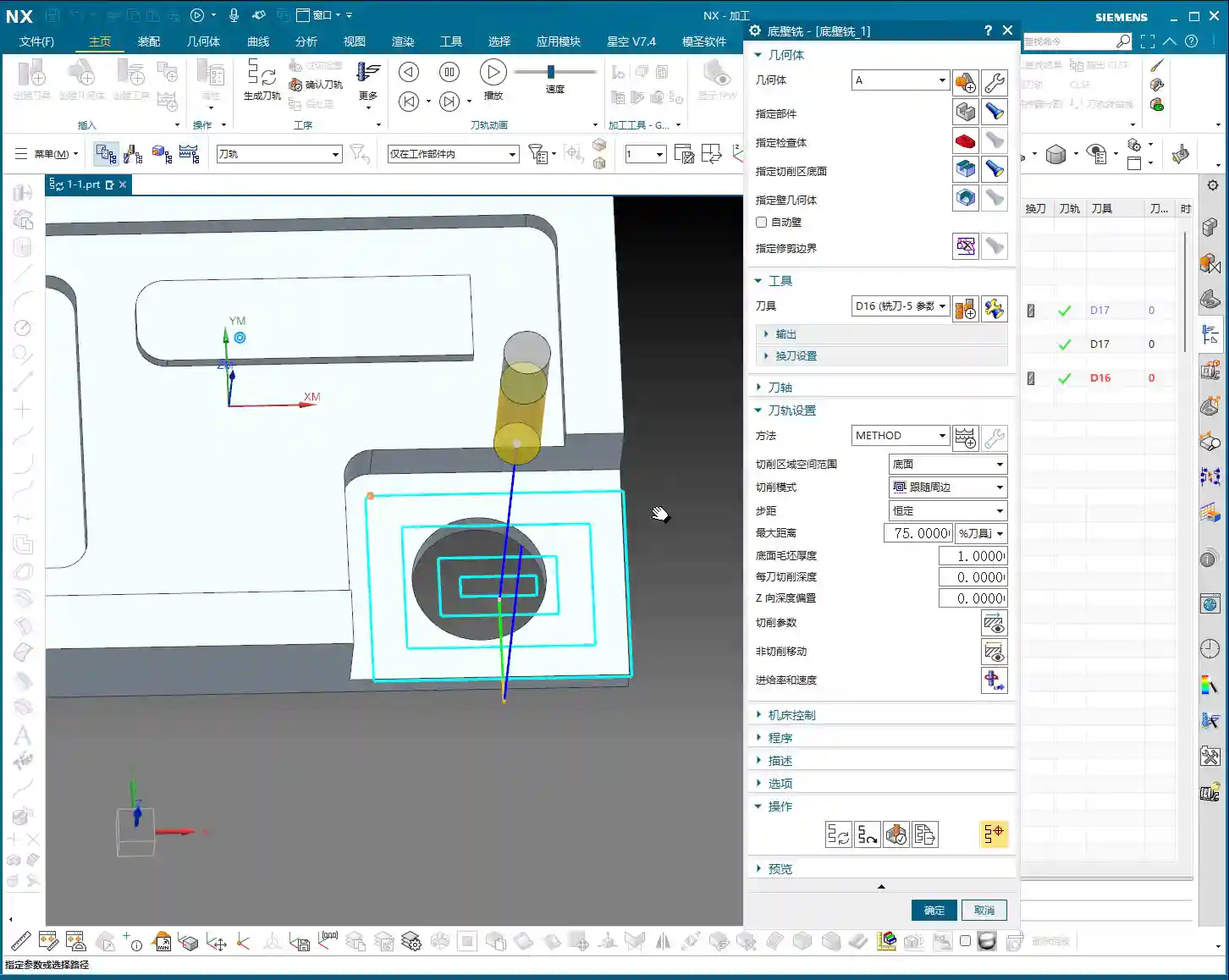
Now, let’s talk about the Specify Bottom parameter. This is a critical setting, as it determines the depth your tool will mill to. For example, if you specify a bottom face, the tool will typically machine down to that surface. However, in real-world operations, you can’t be dogmatic about it.
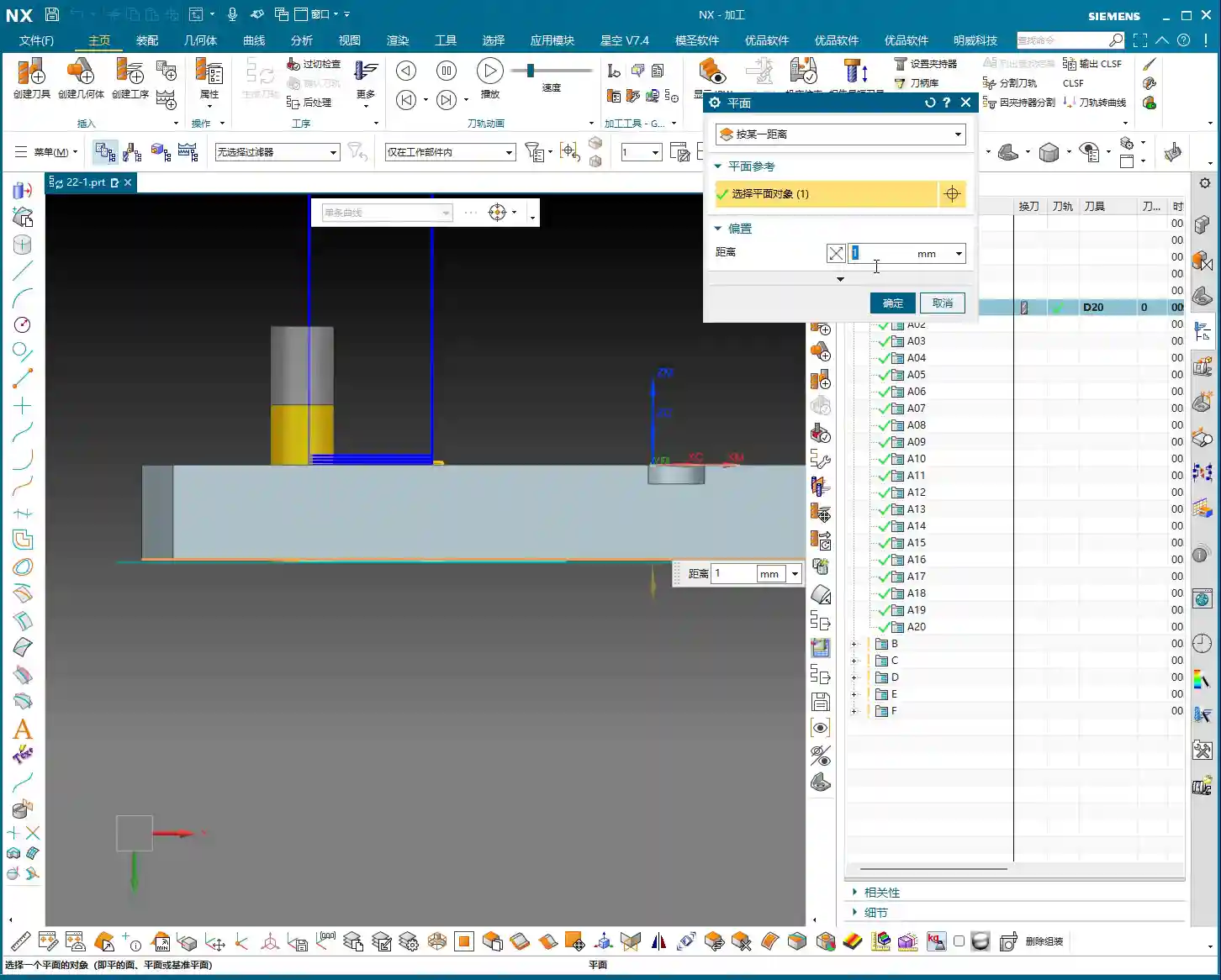
Depth Control: Depth of Cut and Stock Adjustment
Let me ask you, if a part needs to be milled through, do you just specify the bottom face as the very bottom of the part? Young engineers often do this. But the reality is, machines have tolerances, and tools wear down. What looks “just right” in simulation software often ends up being “just short” on the actual workpiece.
So, here’s a trick I’ll teach you: If the part needs to be milled through (perforated), you typically need to add an offset of 1 to 2 millimeters (approx. 0.04 to 0.08 inch) downwards from the specified bottom face. For instance, if the bottom face is at Z0, you’d input “-1” or “-2”. This ensures a 100% through-cut and avoids rework.
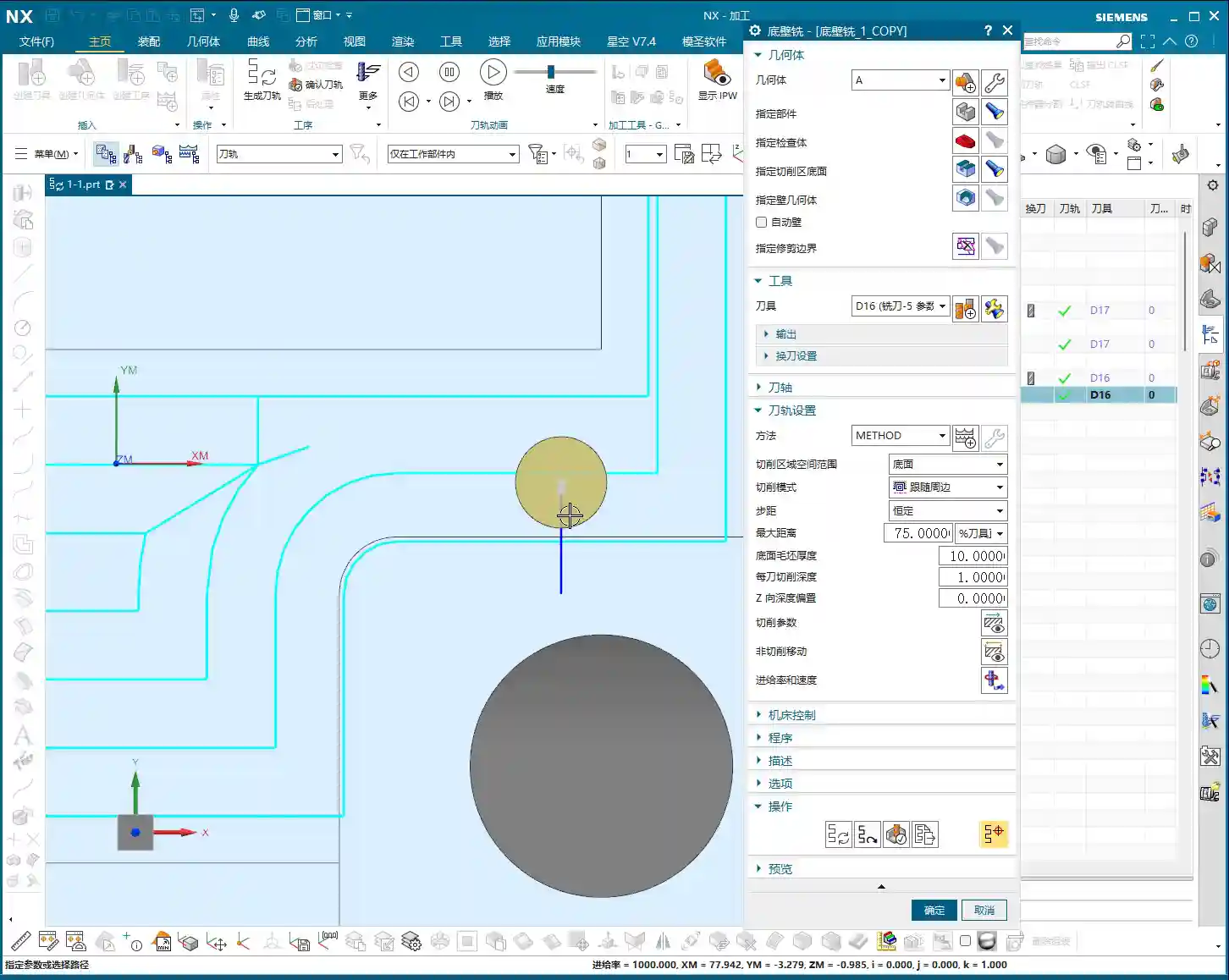
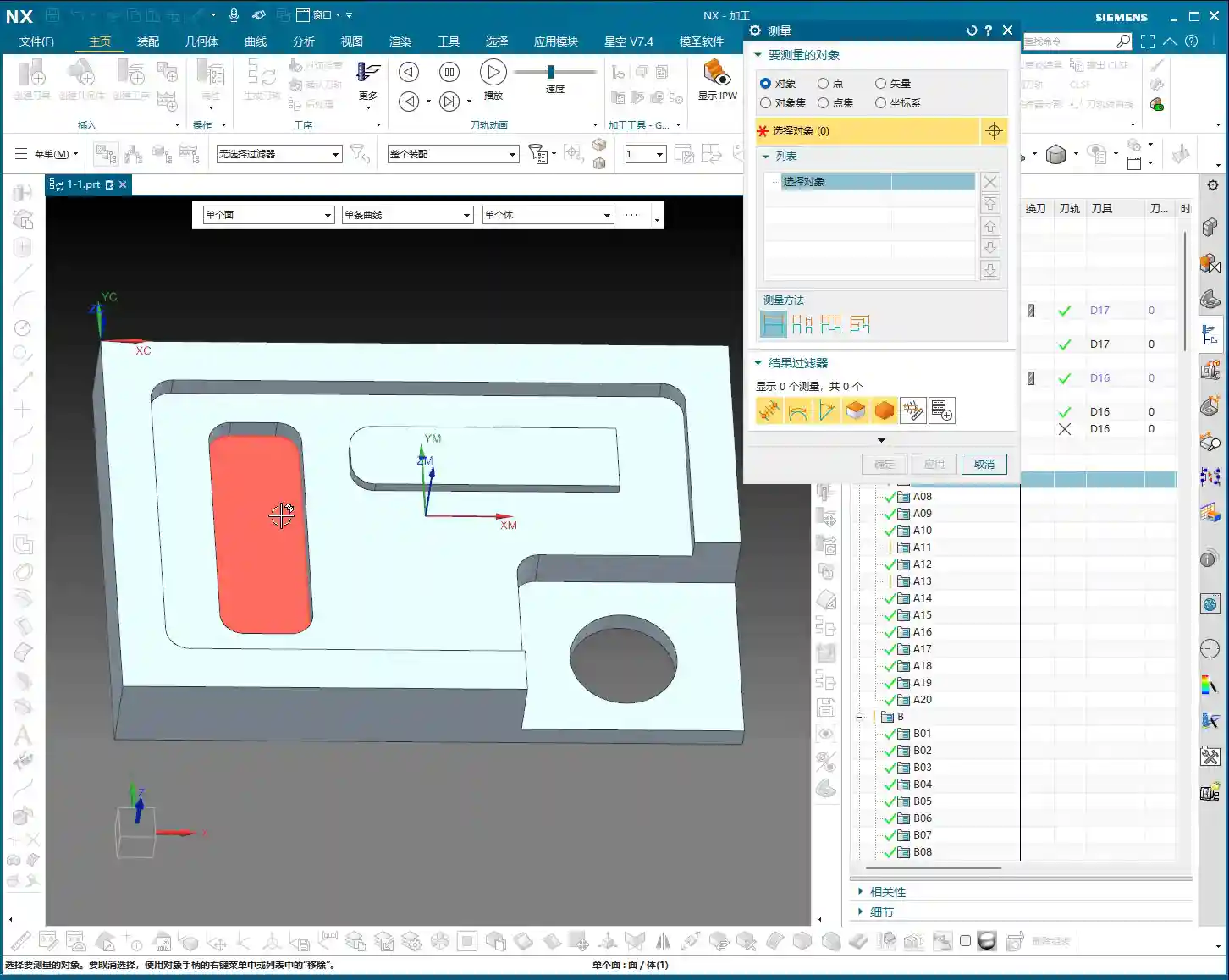
Conversely, if there’s a fixture or features you don’t want to touch beneath the bottom face, then you cannot over-mill downwards. In such cases, you can add an upward offset (a positive value) to the specified bottom face, such as “0.2” or “-0.2” (depending on your NX version, the sign might be reversed, but the goal is to raise the toolpath). This creates a safety margin, preventing tool collisions or machining unintended areas. Want to see the actual toolpath position? Right-click the toolpath, select “Face Analysis,” and you’ll see the toolpath’s distance relative to the face. This face analysis stuff has been covered in your modeling classes; review it regularly, don’t wait until you’re in a bind.

Toolpath and Cut Pattern: Practical Choices for Siemens NX Planar Milling
Tool selection? Nothing much to say here. Just pick one based on your workpiece material and requirements. Use whatever’s in your tool library; if there’s no suitable one, grind a custom tool yourself.
Tool and Tool Axis: Default Selection for 3-Axis Machining
Regarding the Tool Axis, for standard 3-axis machining, the default is always the Z-Axis. Don’t blindly change it unless you’re doing 5-axis work. Parameters like “Method” are the same; I’ve covered them many times before. For most situations, keep them at their default settings and don’t worry about them.

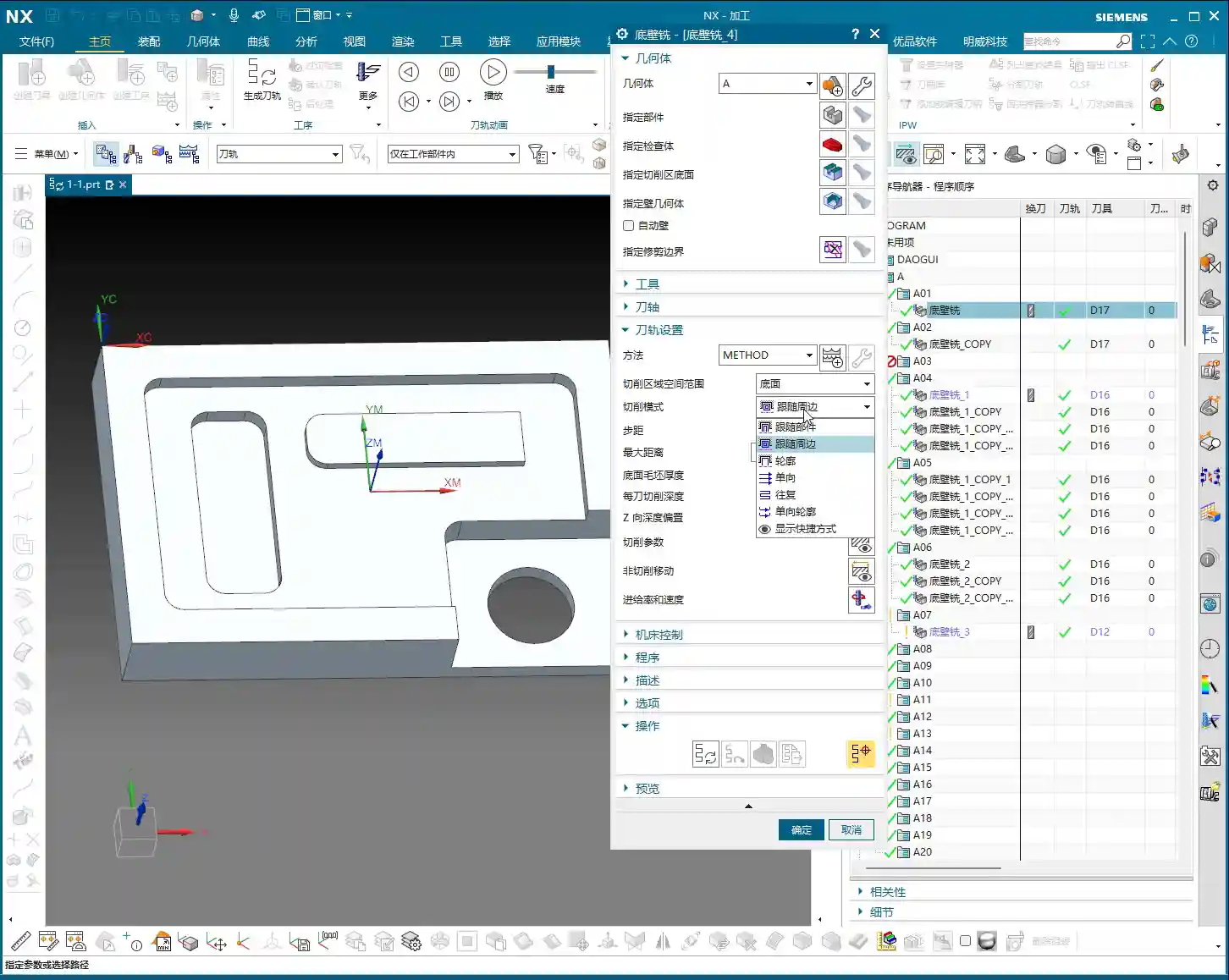
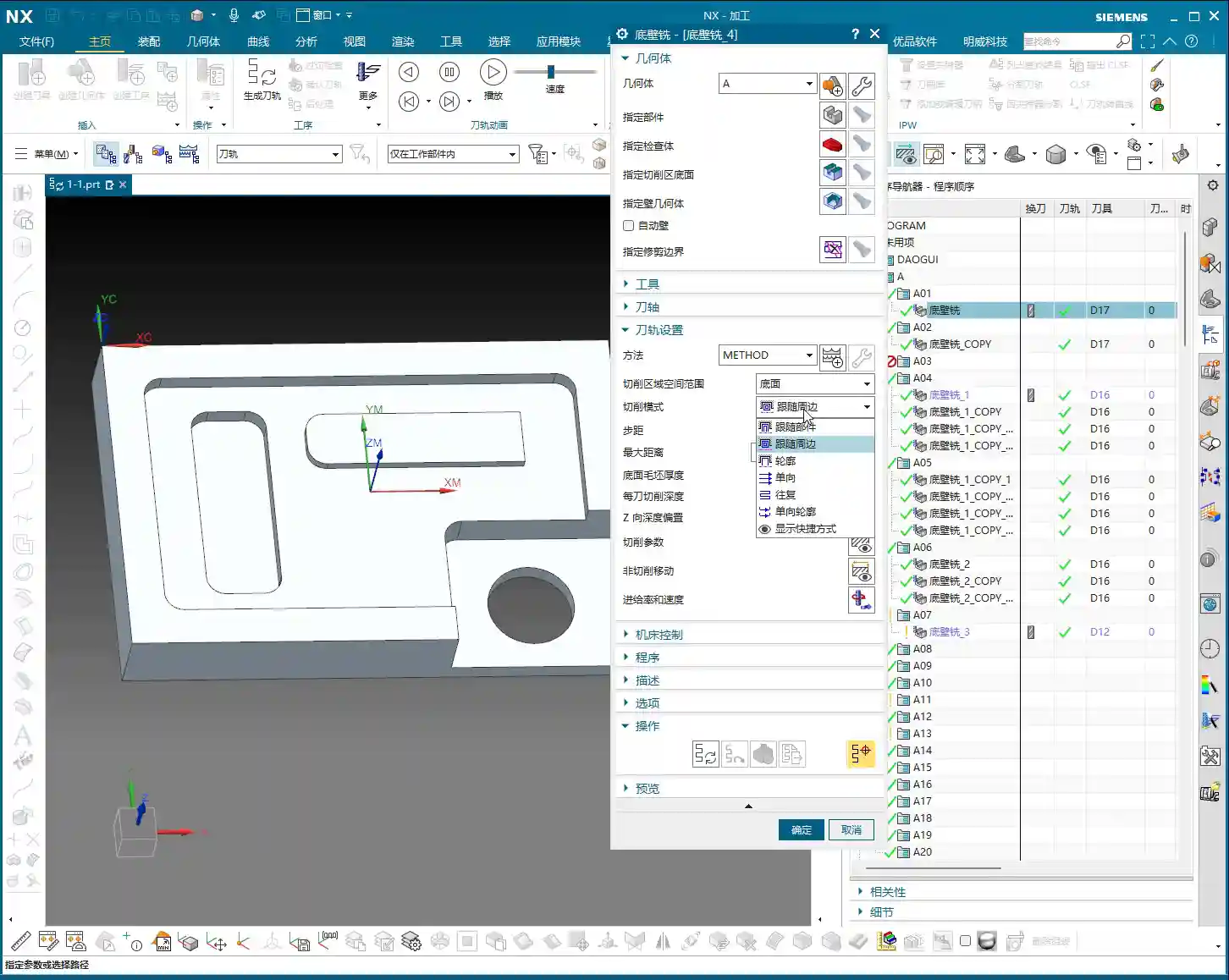
Cut Pattern: The “Roughing” Philosophy of Planar Milling
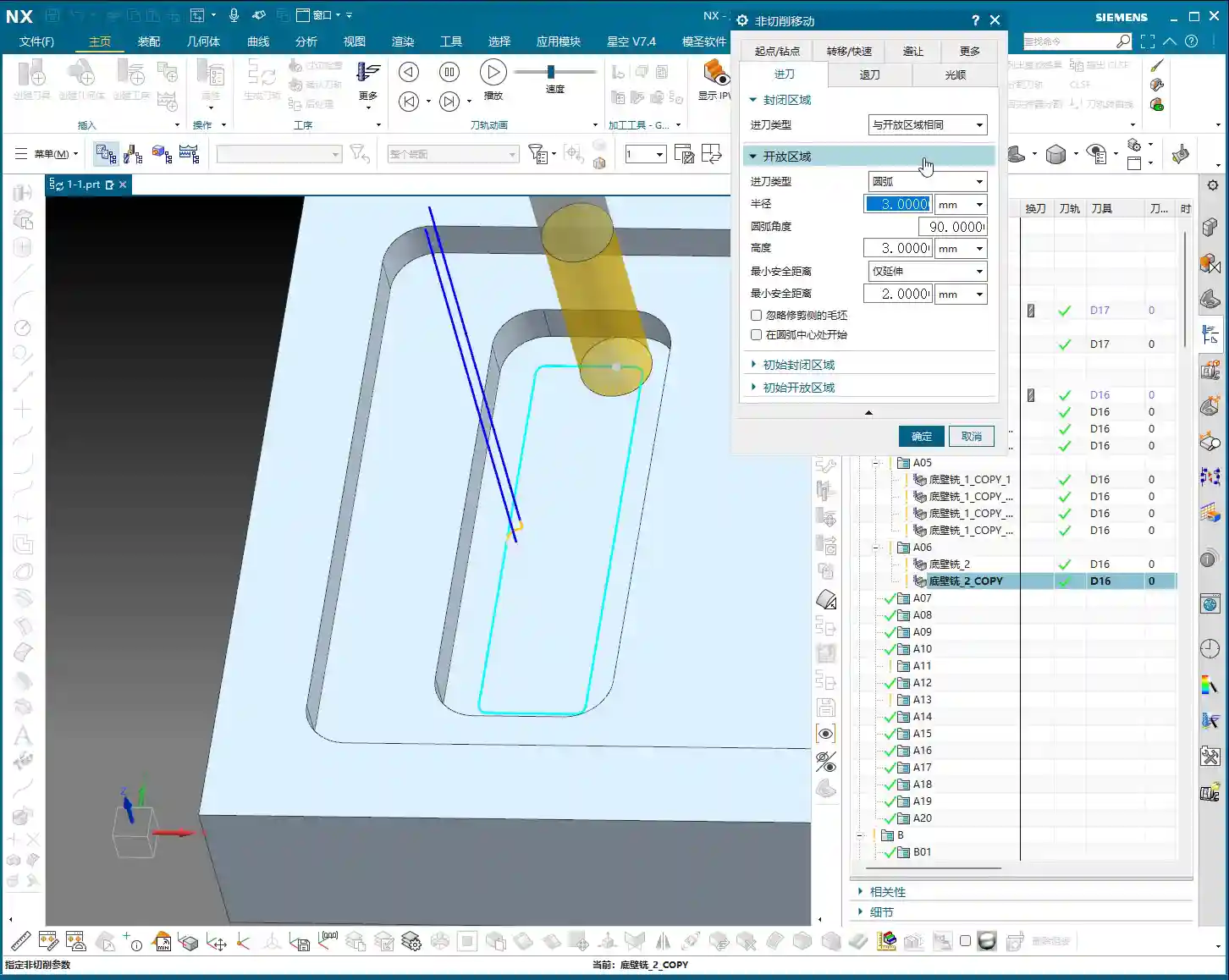
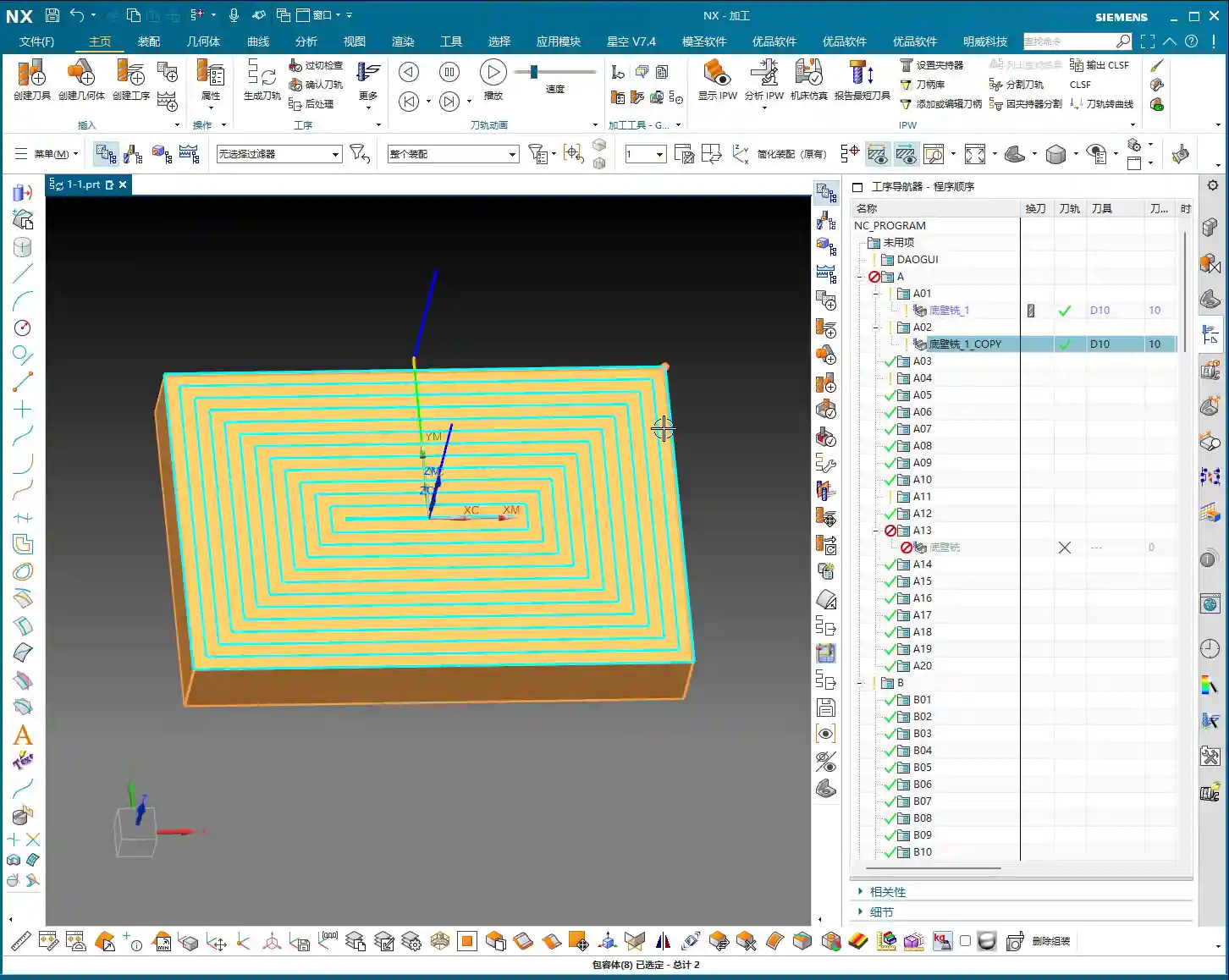
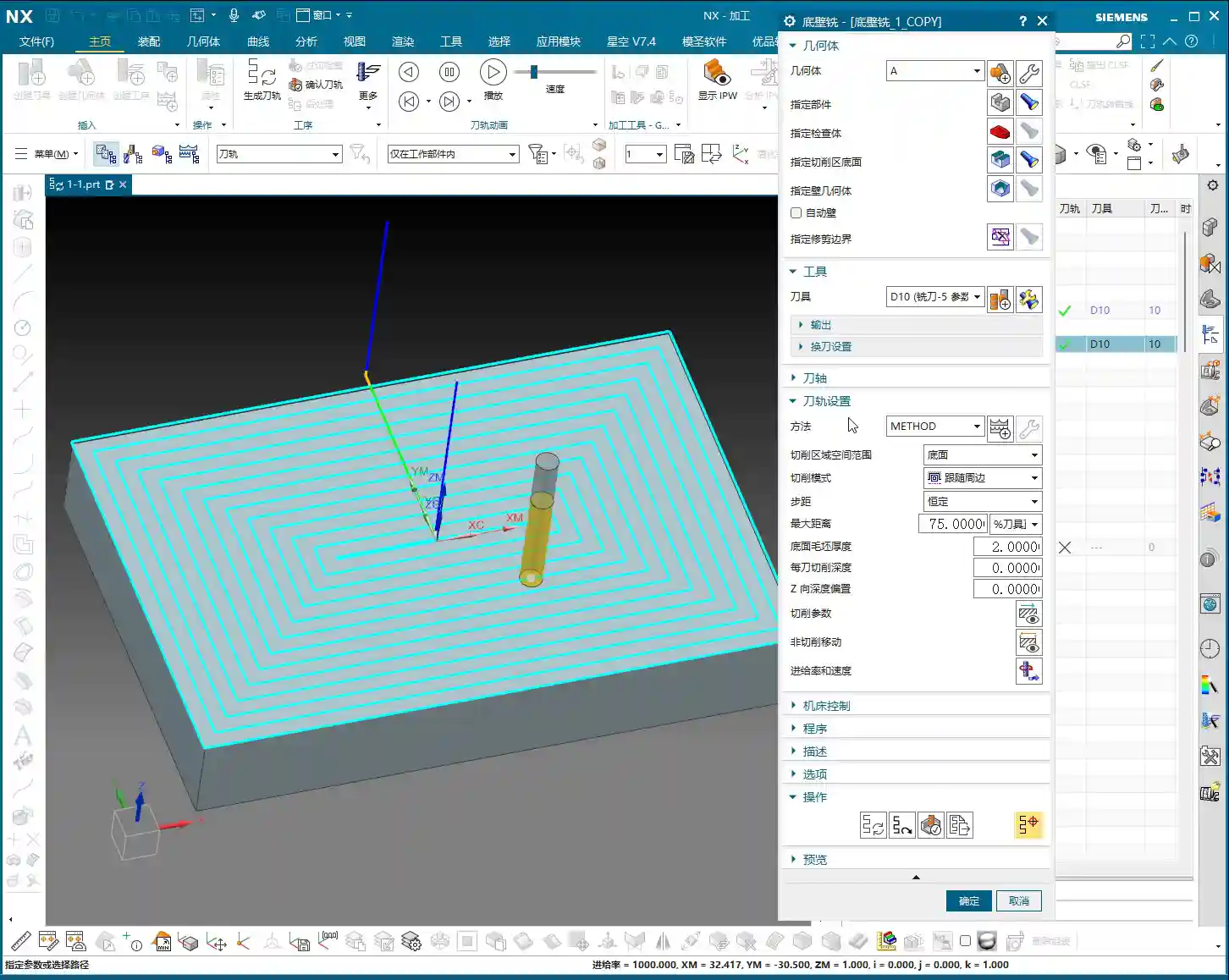
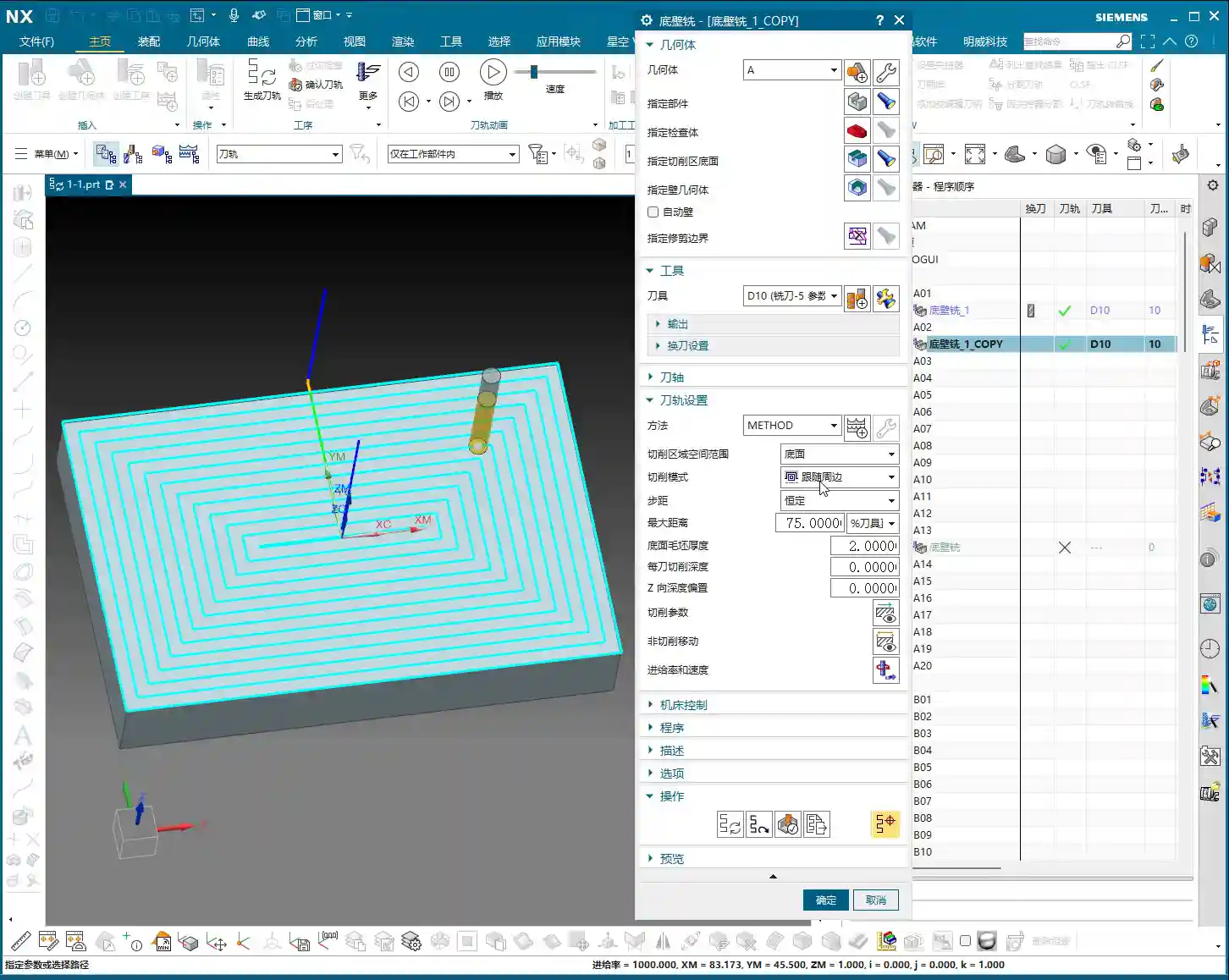
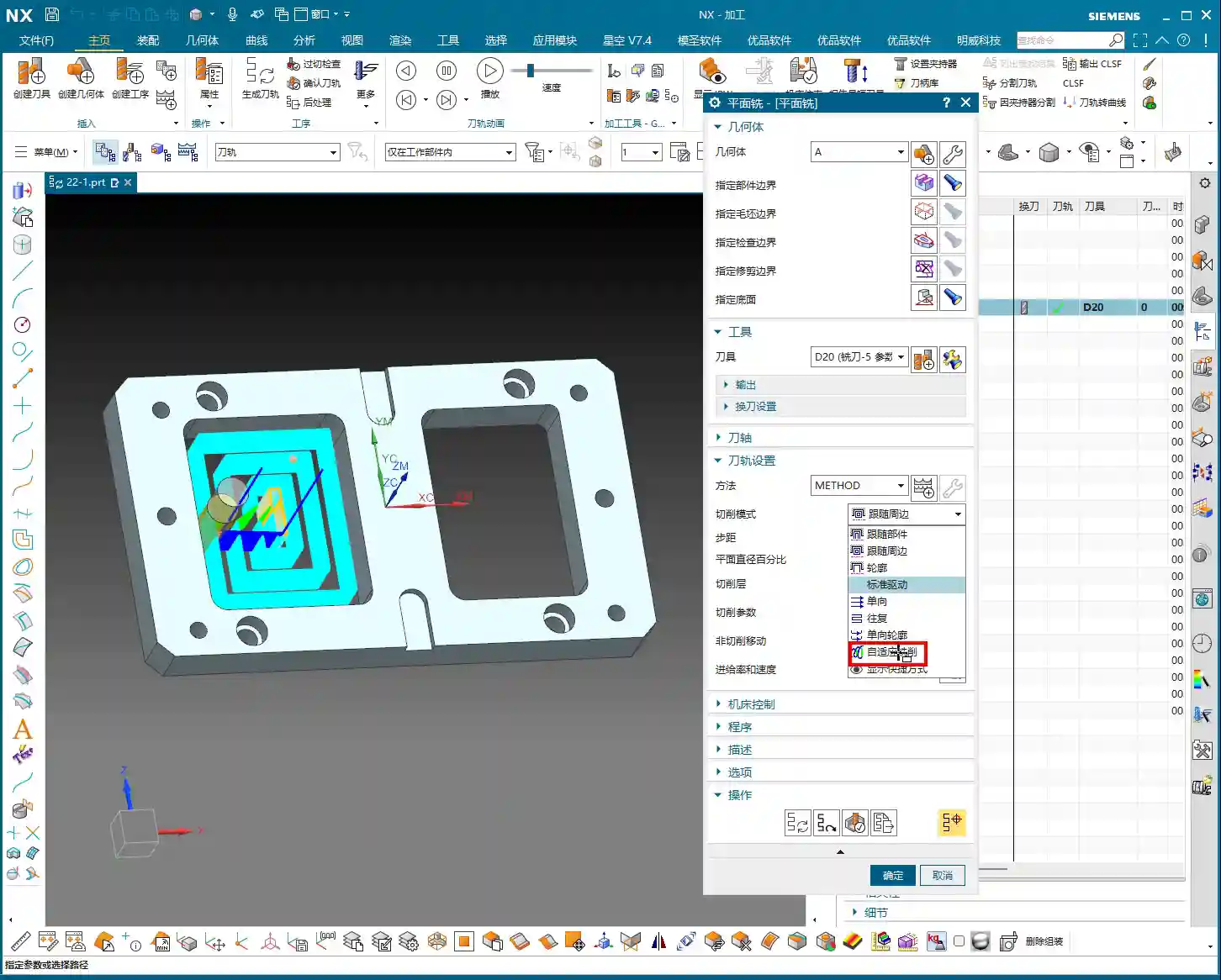
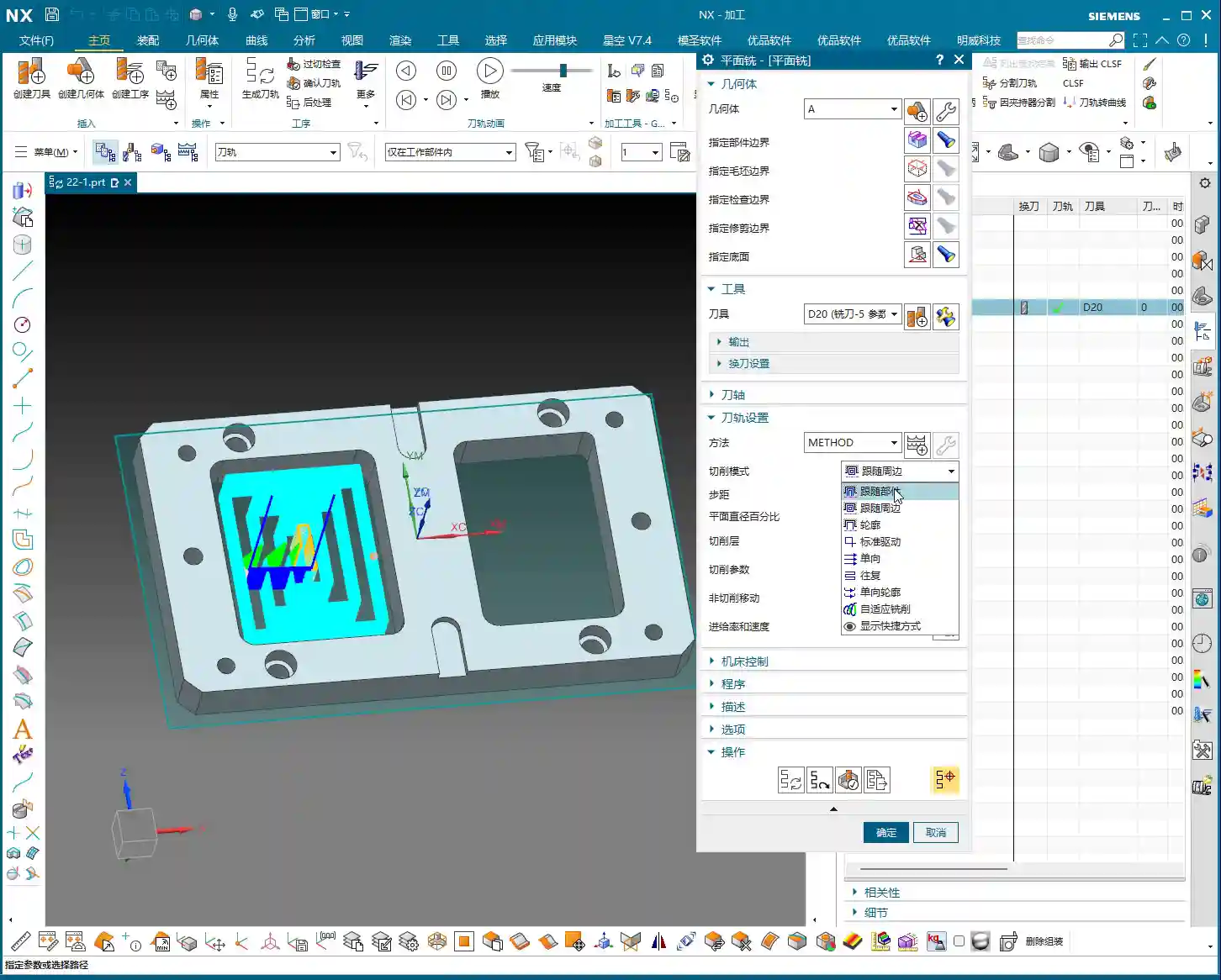
Now, for the Cut Pattern – this is the core strategy for planar milling. While Siemens NX offers a ton of patterns like “Support Type Machining” or “Standard Drive,” honestly, for planar milling, we primarily use just a few:
- Follow Periphery: The toolpath follows the part’s outer shape, spiraling inwards or outwards layer by layer. The visual effect and machining trajectory are quite clean, which is why I highly recommend it.
- Follow Part: Similar to Follow Periphery, but sometimes the path can differ slightly. Actual machining results are also good.
- Zigzag: The tool cuts back and forth in straight lines. Suitable for fast roughing of large flat surfaces, highly efficient, but prone to leaving tool marks at corners.
- One-Way: Cuts only in one direction, lifting the tool on the return pass. This ensures even tool loading but involves more retracts, leading to relatively lower efficiency.
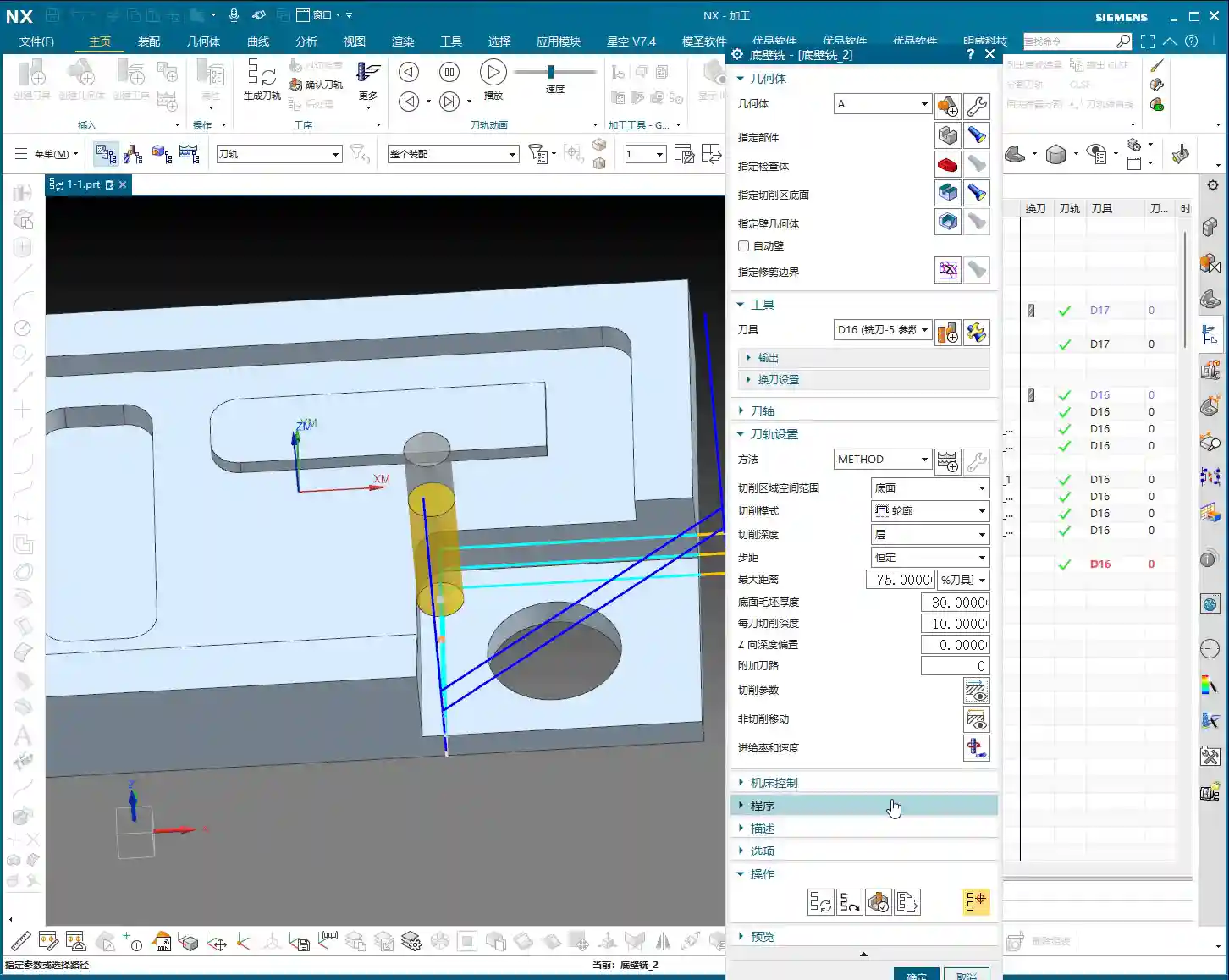
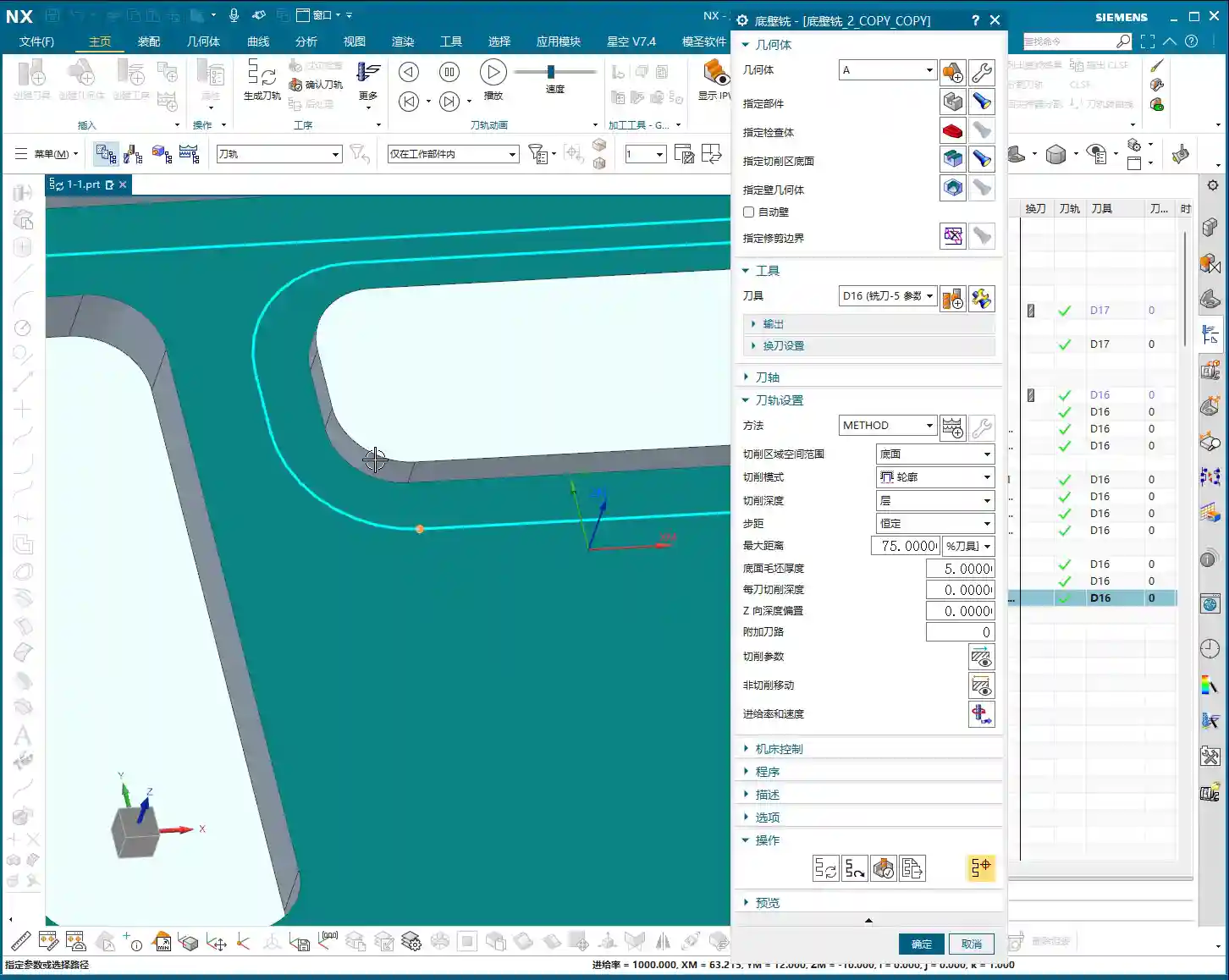
- Profile: Pay special attention to this one. Profile mode only machines boundary lines, meaning the sidewalls, and does not machine the planar area itself. If you select “Profile” in a planar milling operation and find that the flat surface isn’t machined, don’t come asking me why – it’s because you haven’t understood the purpose of different modes.
Master Wang tells you straight: in Siemens NX planar milling operations, we treat it as a “Roughing” tool. This means its primary purpose is to quickly remove large amounts of material. For this, Follow Periphery and Follow Part are the most reliable and commonly used options. If you want to “finish” the sidewalls (i.e., a finishing pass on the sidewalls), then don’t use the “Profile” mode within planar milling. Soon, we’ll learn about dedicated Planar Profile Milling, which is the professional way to finish sidewalls.
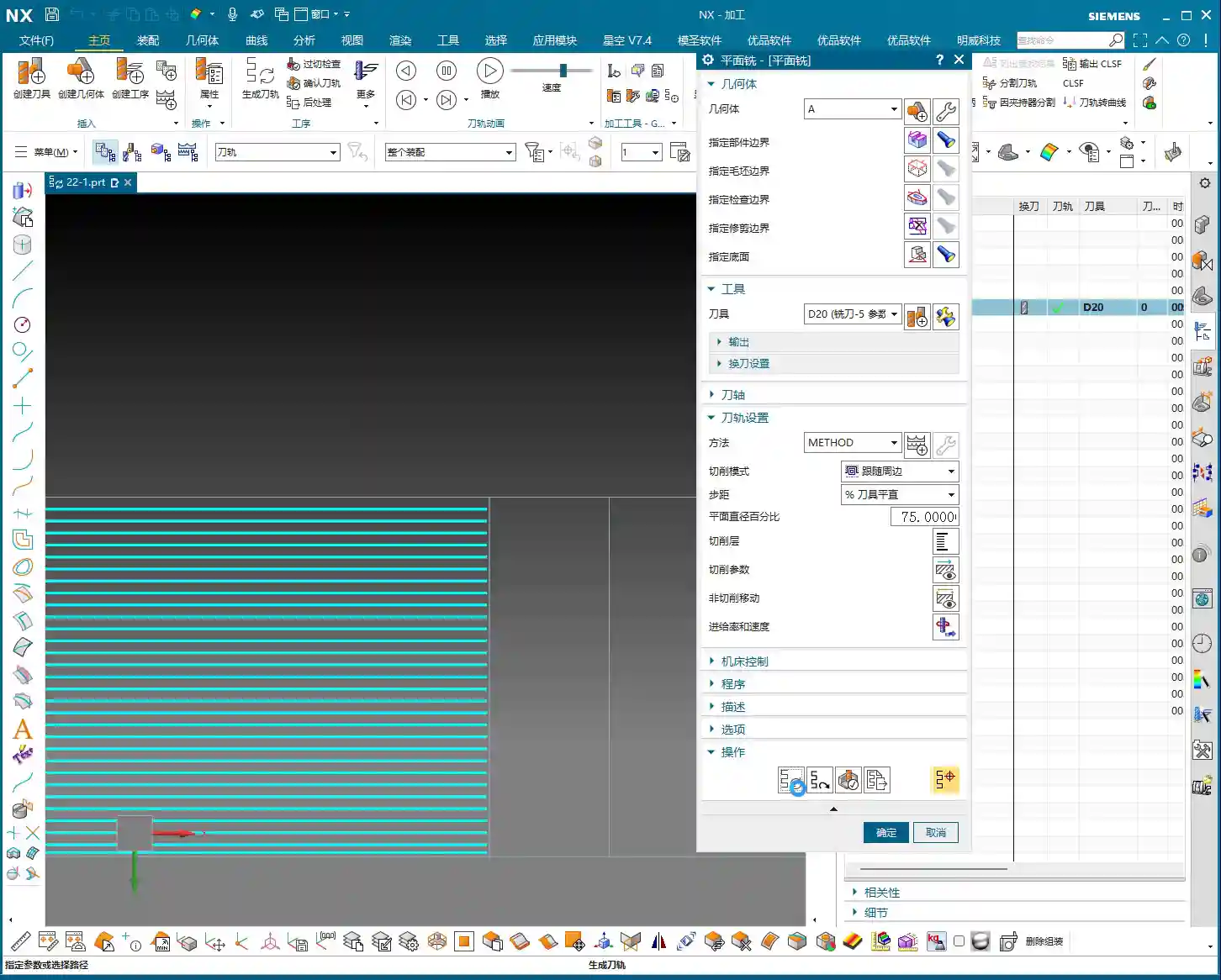
Stepover: Balancing Efficiency in Lateral Cutting
The Stepover parameter refers to the distance between the tool’s centerlines during each lateral movement. Siemens NX defaults to 75% of the tool diameter, which is a reasonable value for most situations. Too large, and you risk leaving steps; too small, and you’re just wasting time. You can adjust this flexibly based on the workpiece’s precision requirements, material hardness, and tool strength. However, there’s no absolute percentage for this; you’ll need to rely on experience and test cuts to find the optimal value.

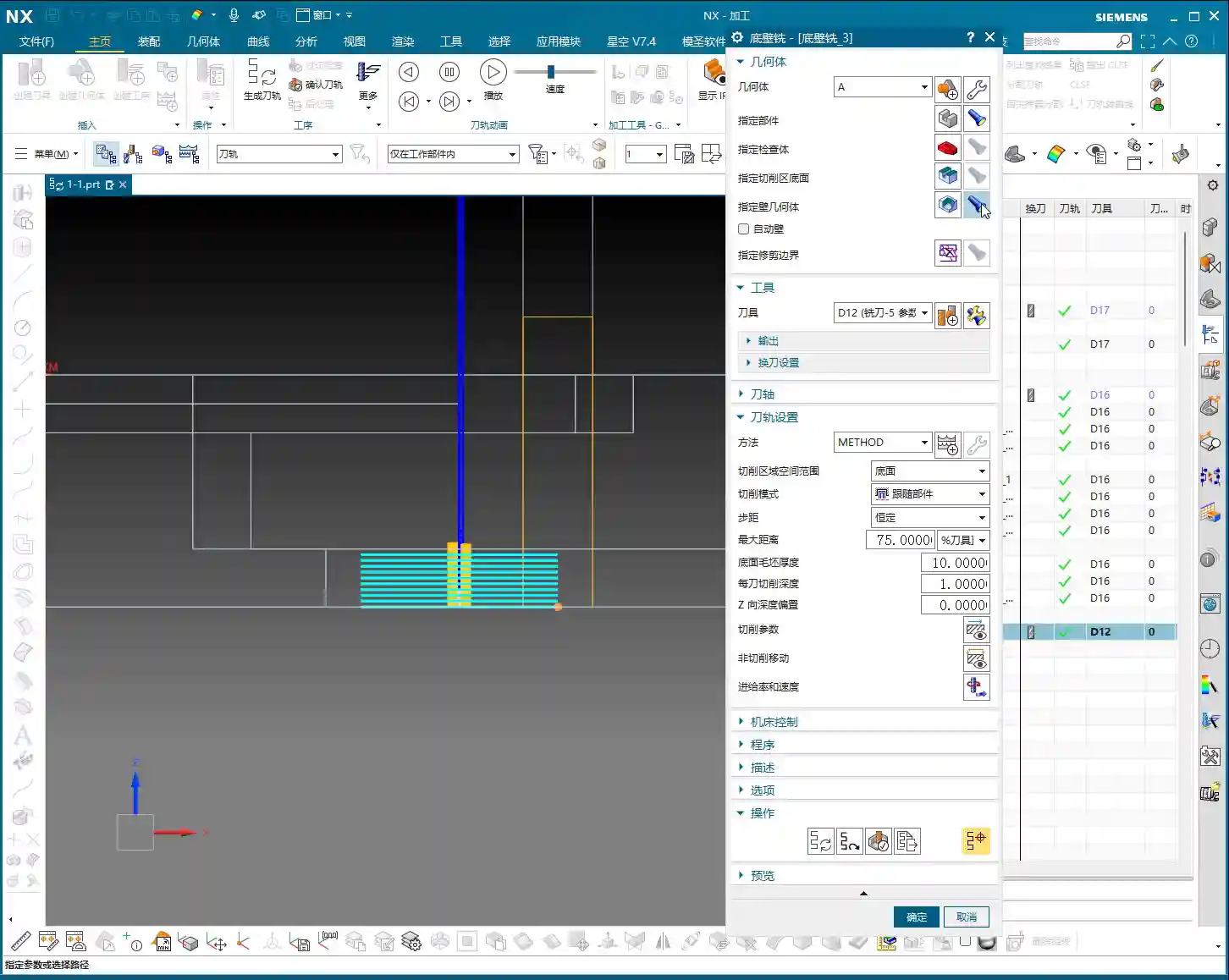
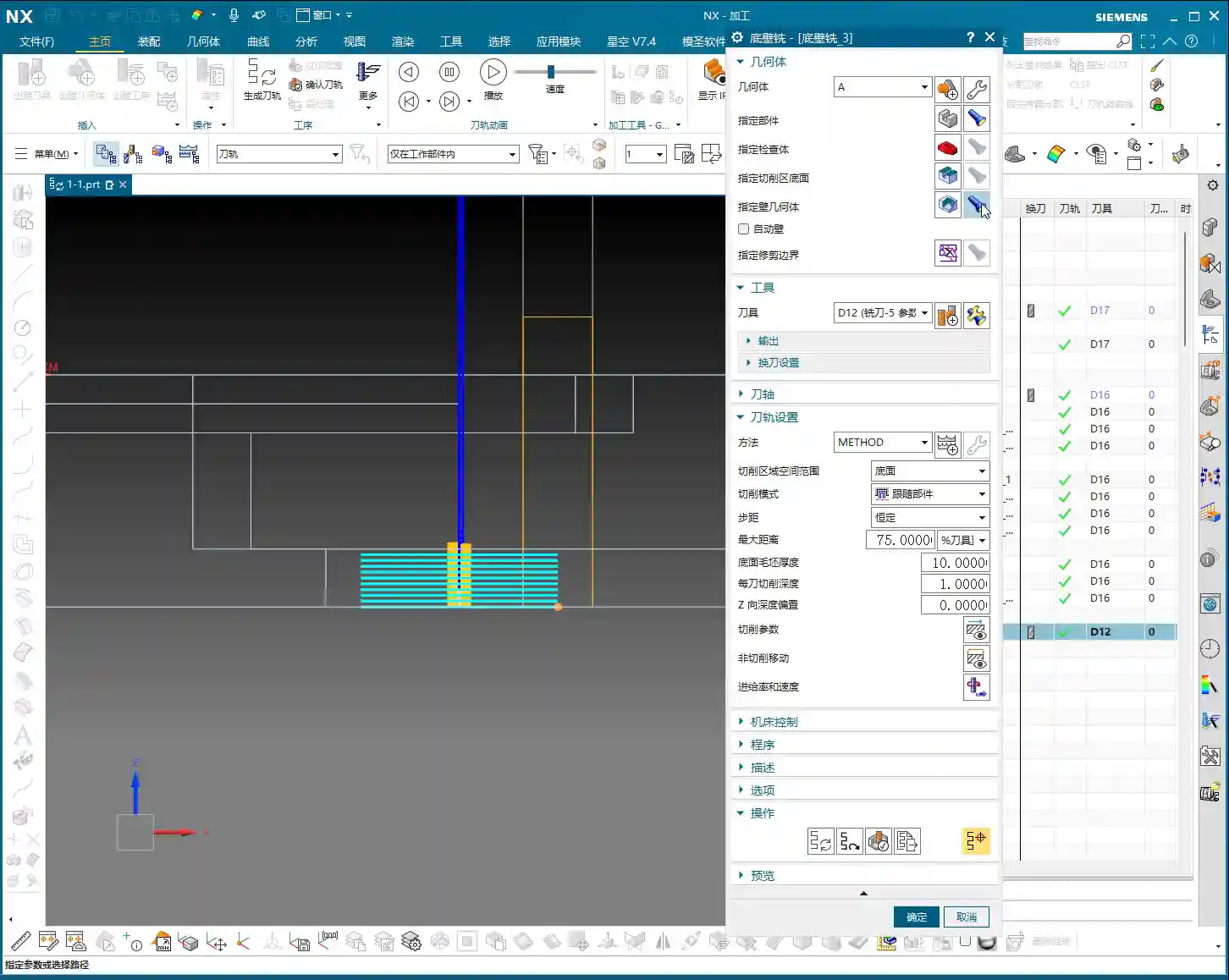
Core Parameters: Depth of Cut and Strategy
Depth per Cut: The Trade-off Between Speed and Precision
Finally, let’s talk about the Depth of Cut (DOC), specifically the Depth per cut. This value determines how much material you remove with each pass. Siemens NX might default to 1 millimeter (approx. 0.04 inch), but this entirely depends on your actual machining requirements and material. For instance, if you change it to 0.1 millimeter (approx. 0.004 inch), the toolpath will be very dense, increasing the number of cuts and improving surface finish, but the machining time will skyrocket. If you change it to 10 millimeters (approx. 0.4 inch), then naturally, each pass will take 10 mm, which is highly efficient, but it places much higher demands on machine rigidity and tool strength.
This parameter is essentially the same as “Depth per cut” we covered in “Deep Bottom Base (DBB)” operations; the core concept is Depth of Cut (DOC). How much should you set it to? That depends on material properties, machine power, and tool material and strength. For aluminum, you can take deeper cuts. But for materials like titanium alloys or high-temperature nickel-based alloys, dare to take a deep cut? At best, you’ll break the tool; at worst, you’ll scrap the workpiece and have nowhere to vent your frustration. So, in such cases, you must reduce this value.
To change it, go to the Depth of Cut parameters, find “Common”, and directly input your desired depth.
In-Depth Analysis: “Finish Bottom” and “Constant” Modes
Within the Depth of Cut settings, there are two modes you need to understand clearly:
- Finish Bottom: This mode means “one cut to the bottom”. In other words, regardless of your set Depth per cut, it will make a single pass directly down to your specified bottom face. This is typically used for the final finishing pass or when high bottom surface precision is required with minimal stock remaining.
- Constant: As the name implies, this mode proceeds layer by layer, following your set Depth per cut until it reaches the specified bottom face. This is the most common roughing mode, as it allows control over each layer’s material removal, ensuring machining stability and tool life.
Simple enough, right? “Finish Bottom” is a clean single pass to the final depth, while “Constant” is a methodical, layered approach to cutting. Combining these two modes will cover most of your planar milling needs. Don’t overthink it; often, the simpler things are the most practical.
Summary: Pitfall Guide
That concludes our discussion on the planar milling main page and Depth of Cut settings for today. Remember these core points:
- A closed boundary is the lifeline for planar milling; select it incorrectly, and you won’t be able to machine.
- Specify Bottom must be used flexibly; apply an offset when needed. Especially for through-cuts, add an extra 1-2 millimeters (approx. 0.04-0.08 inch), and if there’s a fixture below, raise the toolpath.
- Planar milling is primarily for roughing; the preferred cut patterns are “Follow Periphery” or “Follow Part”. For finishing sidewalls, use Planar Profile Milling.
- Stepover and Depth per cut must be adjusted based on material and machine performance. There’s no absolute value, only the most suitable one. For hard or brittle materials, it’s better to take shallower, more passes to save both the tool and the part.
- “Finish Bottom” is a single pass to the final depth, while “Constant” is a layered approach; choose according to your needs.
As for feed rates, spindle speeds, rapid moves, and all that – I’ve lectured on those countless times before. Click into them yourself, and if you don’t understand, just experiment a few more times. With Siemens NX, you’ll only truly master it through practice, exploration, and comparing toolpaths generated by different parameter settings. Don’t just stick to theory; you need to observe the cutting sparks and listen to the cutting sound – that’s where the real skill lies!
Next class, we’ll compare the cutting parameters across different machining operations to see which ones are common and which are unique, to deepen your understanding. There are no shortcuts here; it’s all about hands-on practice and critical thinking!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.