📝 Key Takeaways:
NX Deep Contour Rest Milling in Practice
Co…
Core Essentials of Deep Contour Rest Milling
The Essence of Rest Milling and Roughing Strategies
Alright, listen up everyone. Today we’re going to talk about a “specialty” within NX Deep Contour Milling – Rest Milling. Simply put, this technique is for ensuring your finishing pass leaves no unmachined areas. Don’t let the name “Rest Milling” fool you; its real purpose is to thoroughly clean up those areas where larger tools couldn’t reach during roughing, leaving residual material.
Typically, we start roughing our workpieces with a large tool. For instance, if you have an internal corner radius of R10, using a small tool directly to mill it would be incredibly inefficient. So, you’d usually begin by roughing with a larger tool, say a Ø32mm (approx. 1.26 inch) end mill. After roughing, those tight corners, like the R10 radius, will inevitably have a larger radius than R10, or rather, more residual material. This is where our Rest Milling program steps in.
What tool should you use for Rest Milling? That depends on the size of the residual radius and your finishing requirements. For an R10 corner, you might opt for a Ø16mm (approx. 0.63 inch) end mill. Why? Because a Ø16mm tool can access an R8 corner, making it more than capable for an R10 corner, while also maintaining decent efficiency. Remember, tool selection is always a balance between efficiency and accuracy.
NX Rest Milling Programming: Step One – Geometry and Tool Selection
In NX, find the “Deep Contour Rest Milling” function. Once you’re in, the first step is to select the geometry.
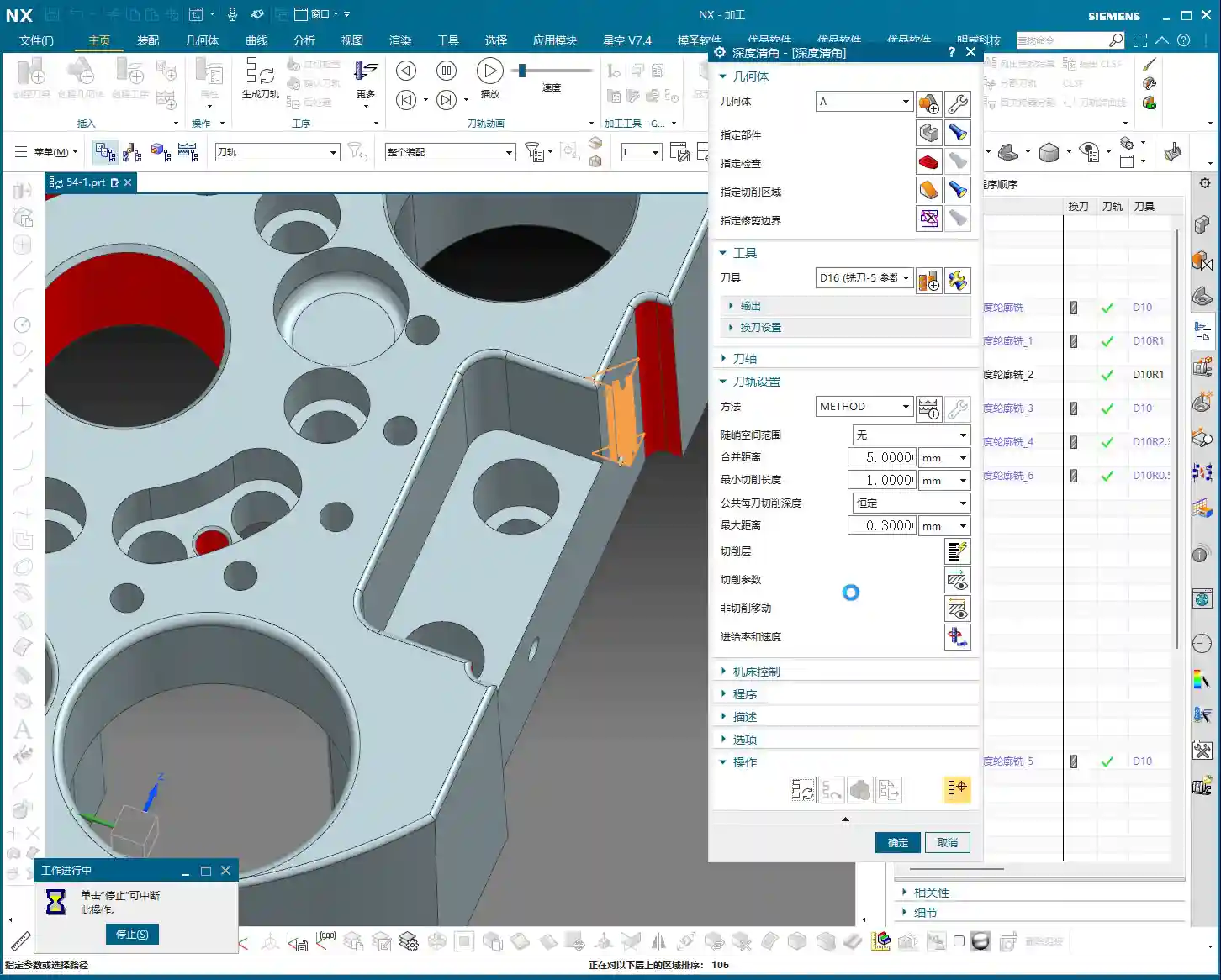
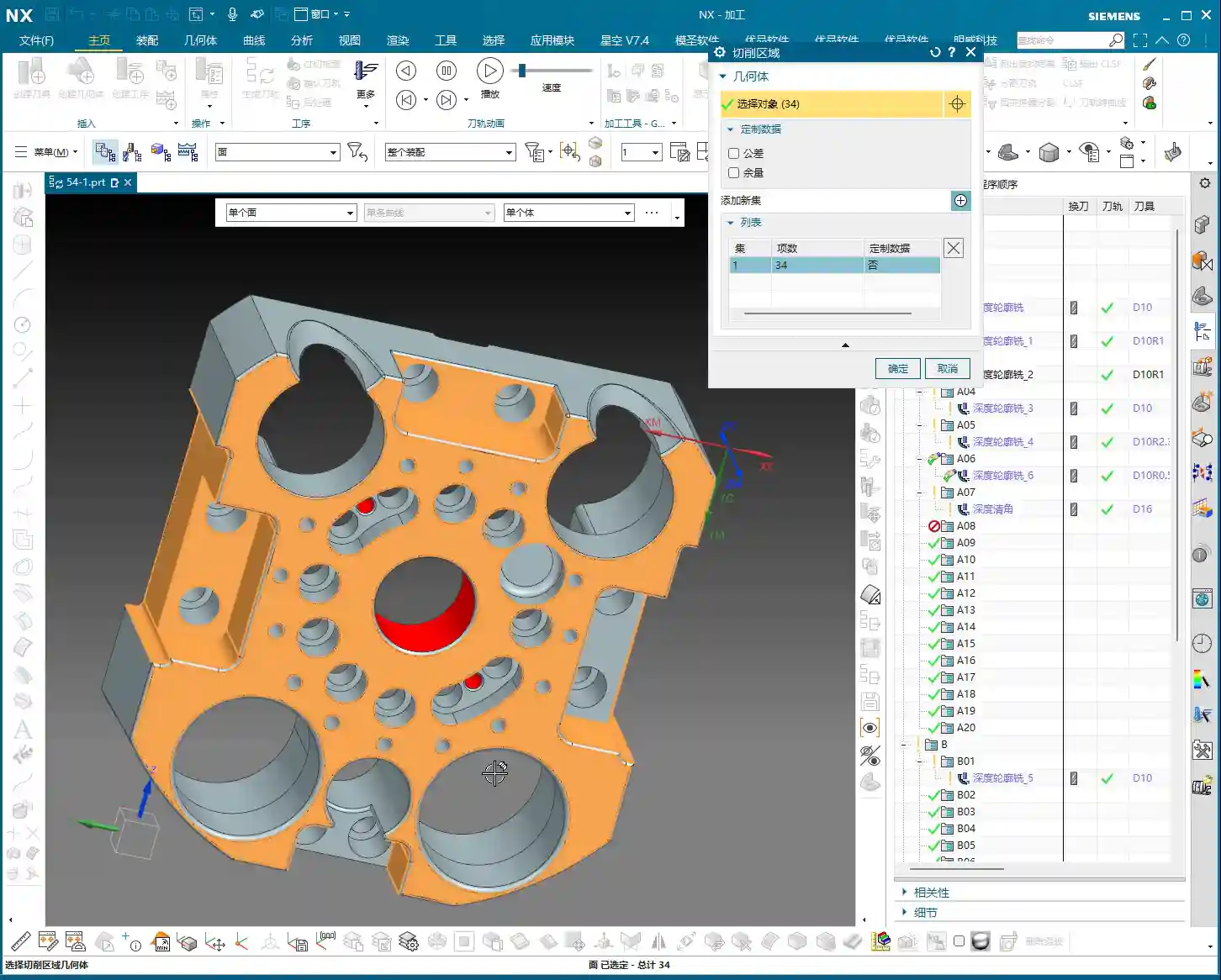
Pay attention here; this is a major pitfall that textbooks might not cover in detail! When selecting the rest milling region, NEVER select ONLY the fillet face! You must select all faces around the fillet that need to be machined, including the bottom face. Why? Think about it: the tool is smart, but it’s not psychic. If you only give it an isolated fillet face, how will it know what size tool you used for roughing previously? How will it know the exact distribution of residual material? It can’t reference previous toolpaths, so it won’t be able to generate a rational, complete rest milling path. The result will be incomplete cleaning, messy toolpaths, or even a collision.
Therefore, when selecting geometry, you need to provide the tool with “complete environmental information” so it can accurately determine where residual material exists and where rest milling is needed. Don’t be lazy; every face that needs to be selected must be included!
Regarding tool selection, as we discussed, if you used a Ø32mm (approx. 1.26 inch) tool for roughing, you’ll need a smaller one for rest milling, such as a Ø16mm (approx. 0.63 inch) end mill. The principle is simple: smaller tools can access areas larger tools couldn’t reach.

Spatial Range: The Art of the Reference Tool
The Core Secret of Rest Milling: The Reference Tool
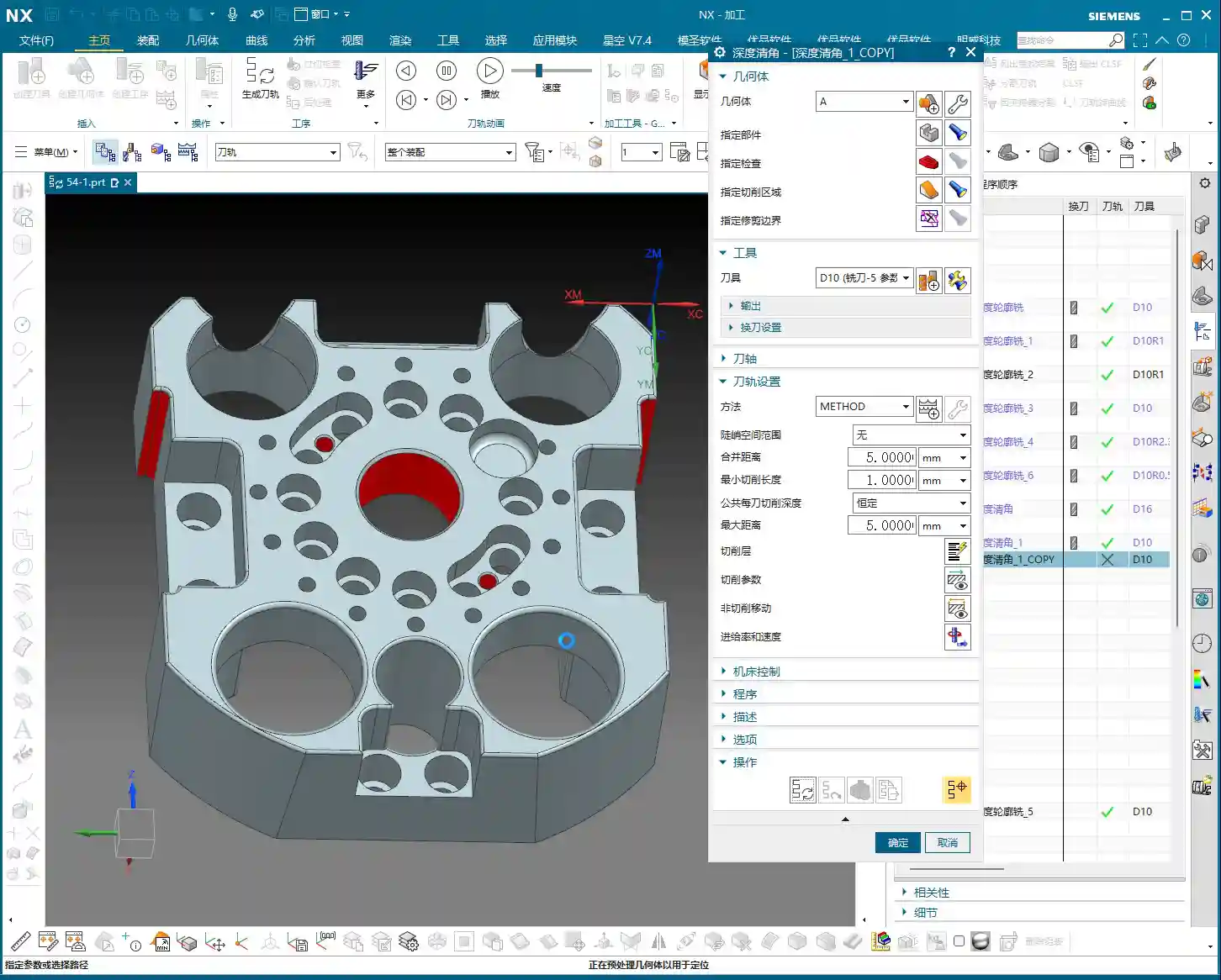
Alright, everyone, the core of Rest Milling, and its sole critical difference from standard Deep Contour Milling, lies in the “Reference Tool” setting within “Spatial Range.” This is knowledge I, Master Wang, have refined over years, and you must grasp it thoroughly.
You need to tell NX which tool you used for roughing previously. For example, in “Spatial Range,” enable the “Reference Tool” option, then select the Ø32mm (approx. 1.26 inch) tool you used for roughing. NX will automatically calculate the areas that tool couldn’t mill based on its profile – these are the residual material areas your current smaller tool needs to clear. Without this “reference,” Rest Milling is a meaningless term; it won’t know where to clean.
Further down, there’s also “Cut Extension Distance” (or “Extension Distance”). This parameter allows your rest milling toolpath to extend slightly beyond the reference tool’s path. Why the need for extension? Because you might want the tool to cut a bit more to ensure all residual material is completely removed, preventing even the slightest “unmachined spots.” I usually set it to around 2mm (approx. 0.08 inch), but the exact value depends on the actual situation and material. You can also think of it as adding this distance to the reference tool’s diameter, simulating a slightly larger virtual tool (e.g., Ø34mm / approx. 1.34 inch), to calculate the range that needs to be cleared.

Avoiding Pitfalls: Extended Application of Cutting Levels
Many beginners ask why their rest milling program always starts cutting from the middle. Shouldn’t it start from the top? This happens when the “Extension Distance” in “Cutting Levels” isn’t set correctly.
If your rest milling depth is 2mm (approx. 0.08 inch), and you want the tool to start with a helical ramp down from the top, you need to set the “Extension Distance” to 1mm (approx. 0.04 inch) in the “Cutting Levels” settings. This way, the tool will start milling from the top of the workpiece, not the middle of the fillet, ensuring the completeness of the entire rest milling process. Don’t underestimate this 1mm; sometimes it can determine whether you’ll have a collision or the quality of your surface finish.
One more thing, practical experience tells me that Deep Contour Rest Milling programs can be quite slow to calculate. If you set the Stepover too small, you’ll be waiting a while – enough time to grab a cup of tea, or even catch up on the neighborhood gossip. So, the Stepover setting must also balance efficiency; don’t just blindly aim for the smallest value.
Smoothing Strategy: Enhancing Machining Quality

Understanding “Smoothing”: More Than Just Fillets
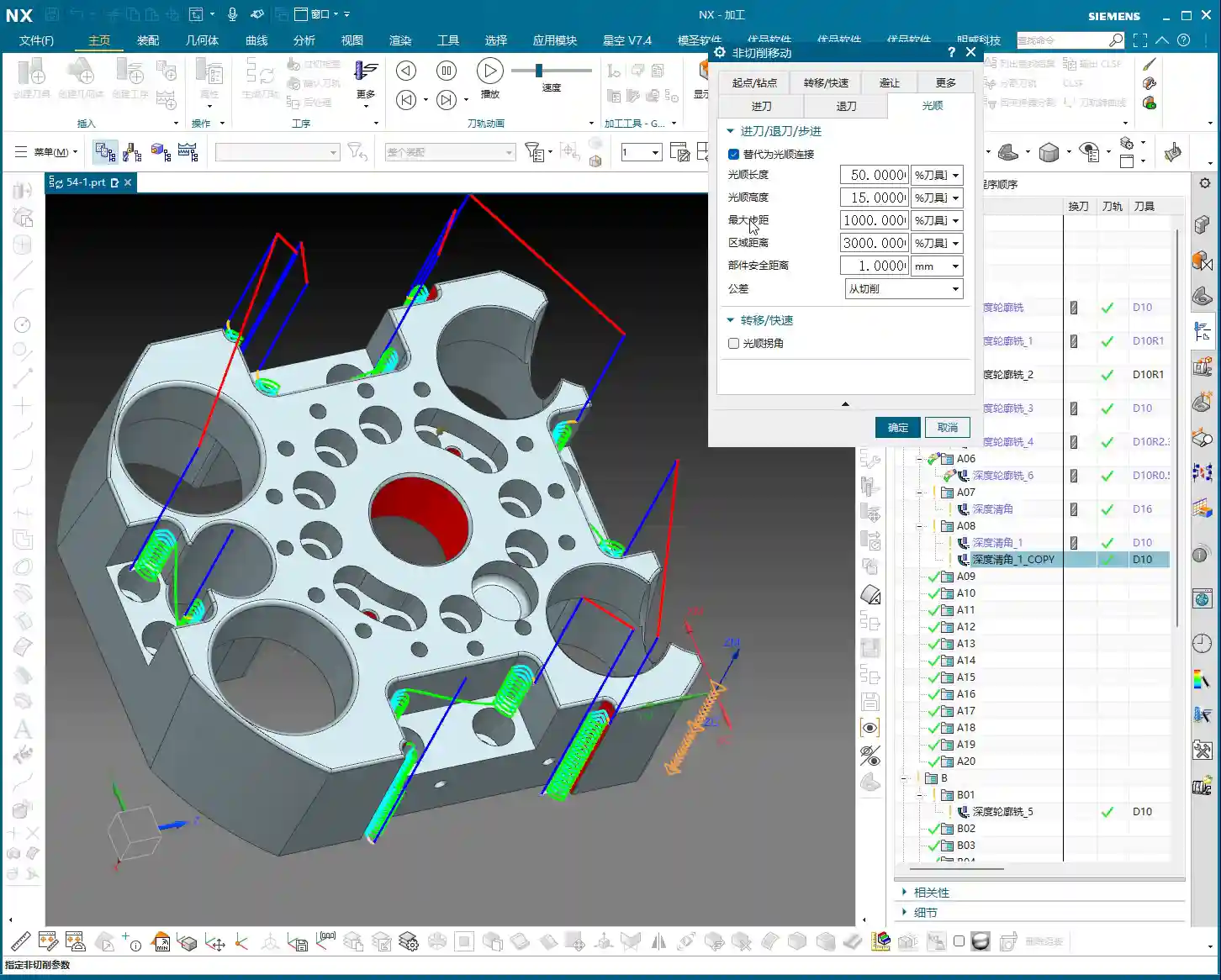
In NX, this concept of “Smoothing” is a vast topic. It’s not a single idea. What we’re discussing today is “Smoothing” within “Non-Cutting Moves.” This “Smoothing” isn’t about the smoothness of a fillet or radius on your workpiece; it controls the stability of the tool during path connections, lead-in, lead-out, and the overall movement process.
Think about it: if the tool suddenly accelerates, makes sharp turns, or has jerky lead-in/out moves during machining, it will leave tool marks on the workpiece surface, potentially cause machine chatter, and reduce tool life. Therefore, “Smoothing” in “Non-Cutting Moves” is designed to ensure the overall fluency of the toolpath, making the tool move as smoothly as silk, avoiding any “hesitation” or “jerking” feeling.
Typically, I set this smoothing value to around 5mm (approx. 0.2 inch). This value both ensures a smooth toolpath and prevents the program from calculating too slowly. If this value is set too small, you’ll find that during simulation, the tool moves sluggishly, like a snail, and the tool motion will appear stiff and unnatural.
Smoothing Parameters: The Secrets of Length and Height
Within the smoothing parameters, there are two key components you need to understand:
- Smoothness Length: This refers to the horizontal extension distance of the tool from its current position to the next cutting point. It determines the degree of smoothness during transitions in the planar direction. In simple terms, it ensures that when the tool changes direction, it doesn’t turn abruptly but instead carves a smooth arc.
- Smoothness Height: This refers to the vertical transition height of the tool in the Z-axis direction. It ensures that when the tool performs Z-axis feed or retraction, there are no sudden axial changes, but rather a gentle transition.
These two parameters are usually already optimized by experienced engineers in NX machining templates. For most situations, you can simply use the default template values; there’s no need to blindly modify them yourself. But as a qualified machinist, you must understand what each of them does. When issues arise, you’ll know where to start making adjustments.

Summary: Your Pitfall Avoidance Guide
As Master Wang, I’ve summarized these hard-hitting practical insights for you today. Every point is based on real-world experience, so commit them to memory!
- Major Pitfall in Geometry Selection: When performing Deep Contour Rest Milling, CRITICAL: NEVER select ONLY the fillet face! You must select all machining faces around the fillet that need to be cleared, as well as the bottom face. This is to provide NX with “complete environmental information,” allowing it to understand where residual material is and what the previous tool’s machining range was. Otherwise, your rest milling toolpath will be messy, won’t clean properly, and may even cause a collision. Don’t be lazy; this is crucial!
- Spatial Range Must Be Enabled: The core essence of the rest milling program lies in the “Reference Tool” setting within “Spatial Range.” This tells NX which tool you used for roughing previously, allowing it to intelligently calculate “uncut regions” that require rest milling. If this function isn’t enabled, rest milling is a meaningless term.
- Fine-tuning Cut Extension Distance: The “Cut Extension Distance” parameter should be flexibly set based on the actual residual material left after roughing and the size of your rest milling tool. Experience dictates that it’s better to extend slightly more than necessary than to leave unmachined areas. However, don’t set it too large, or you’ll end up with air cuts.
- Smoothing Settings Require Attention: “Smoothing” in “Non-Cutting Moves” is key to ensuring toolpath fluency and improving surface quality. It’s generally recommended to set it to around 5mm (approx. 0.2 inch). If set too small, you’ll find the program calculates like a snail, and simulations will be sluggish and choppy, affecting your ability to evaluate the toolpath.
- Simplify Complexity: For fillets or holes of different sizes and depths on a workpiece, it’s best to create multiple separate rest milling programs. One program should only clear regions with similar features (e.g., one program for all R5 corners, another for all R10 corners). The advantage of this approach is easier management, more efficient optimization, and simpler localization and debugging of issues. Don’t try to use one program for everything; that often leads to errors and wastes time.
- Prioritize Templates, Understand the Principles: Most smoothing parameters and other settings in NX machining templates have already been optimized by experienced engineers. If there are no special requirements, using templates directly can save a lot of trouble. However, as an excellent machinist, you must understand the principles behind these parameters; this is your fundamental skill and your confidence to solve complex problems.
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.
Leave a Reply