📝 Key Takeaways:
High-Efficiency Programming for a Six-Part T-Slot Plate: A Practical Guide
Hello everyone, I’m Master Wang. Today, let’s talk about a pra…
[VIDEO_HERE]
Hello everyone, I’m Master Wang. Today, let’s talk about a practical job: how to efficiently machine six T-slot parts from a single plate, from start to finish, using NX. This job might look straightforward, but there are plenty of intricacies, especially in process planning and toolpath optimization. A slight oversight can easily lead to problems. Today, I’m going to share all the practical experience I’ve accumulated over the years, leaving nothing out.
Overall Machining Strategy and Preparation
Part Analysis and Machining Sequence
Listen up. When you get a job with multiple parts on one plate, the first thing you need to do is analyze the part features and determine a logical machining sequence. All six parts are identical. Structurally, one side is flat, and the other has a T-slot. My experience tells me: machine the flat back side first, then the front side with the T-slot. This way, once the back side is done, it can serve as a stable datum for fixturing the front side, ensuring stability and minimizing deformation.
As for geometric creation and blank definition, we’ve covered that in previous lessons, so I won’t rehash it this time. Let’s dive straight into the machining section.
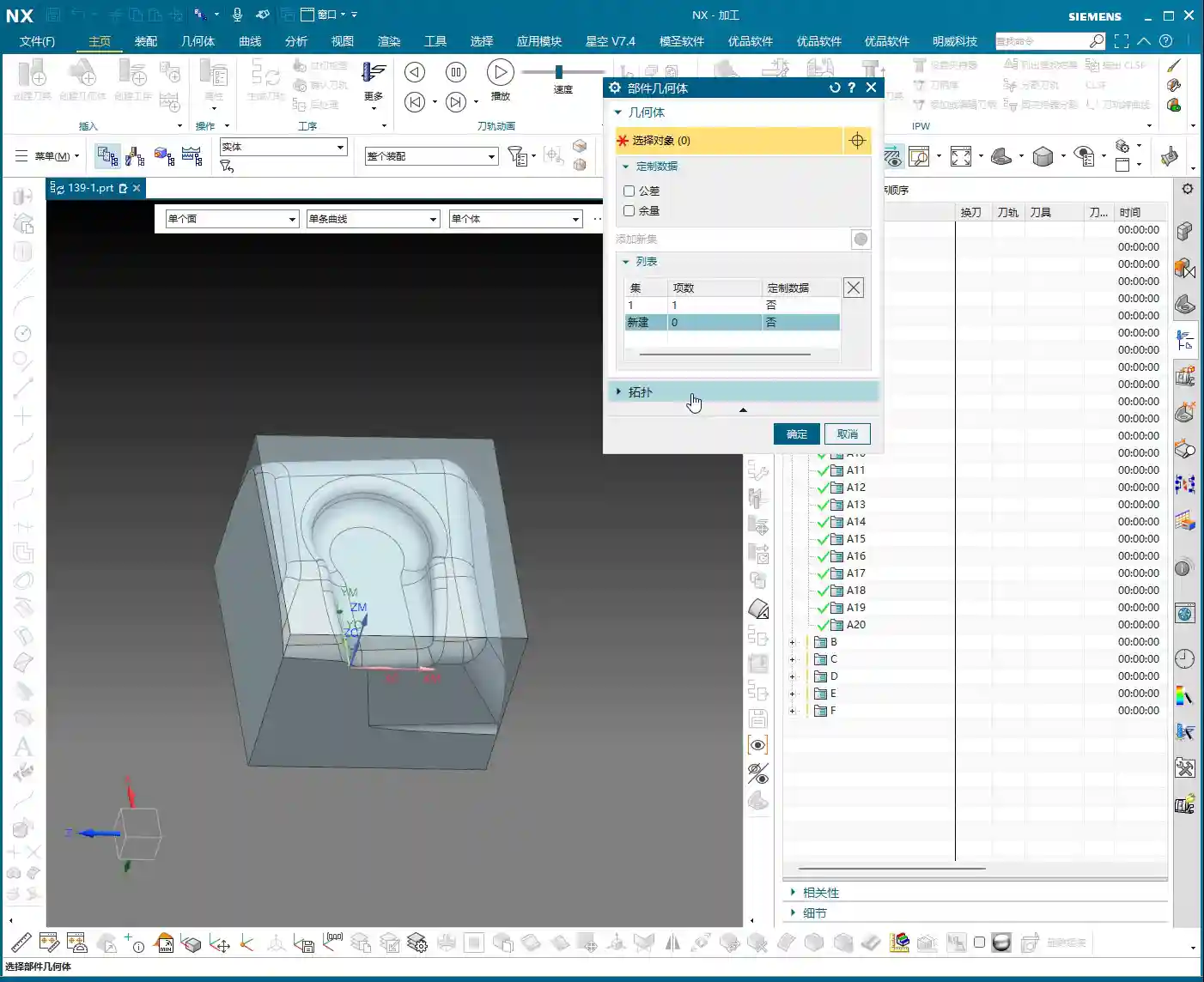
Blank Definition and Coordinate System Setup
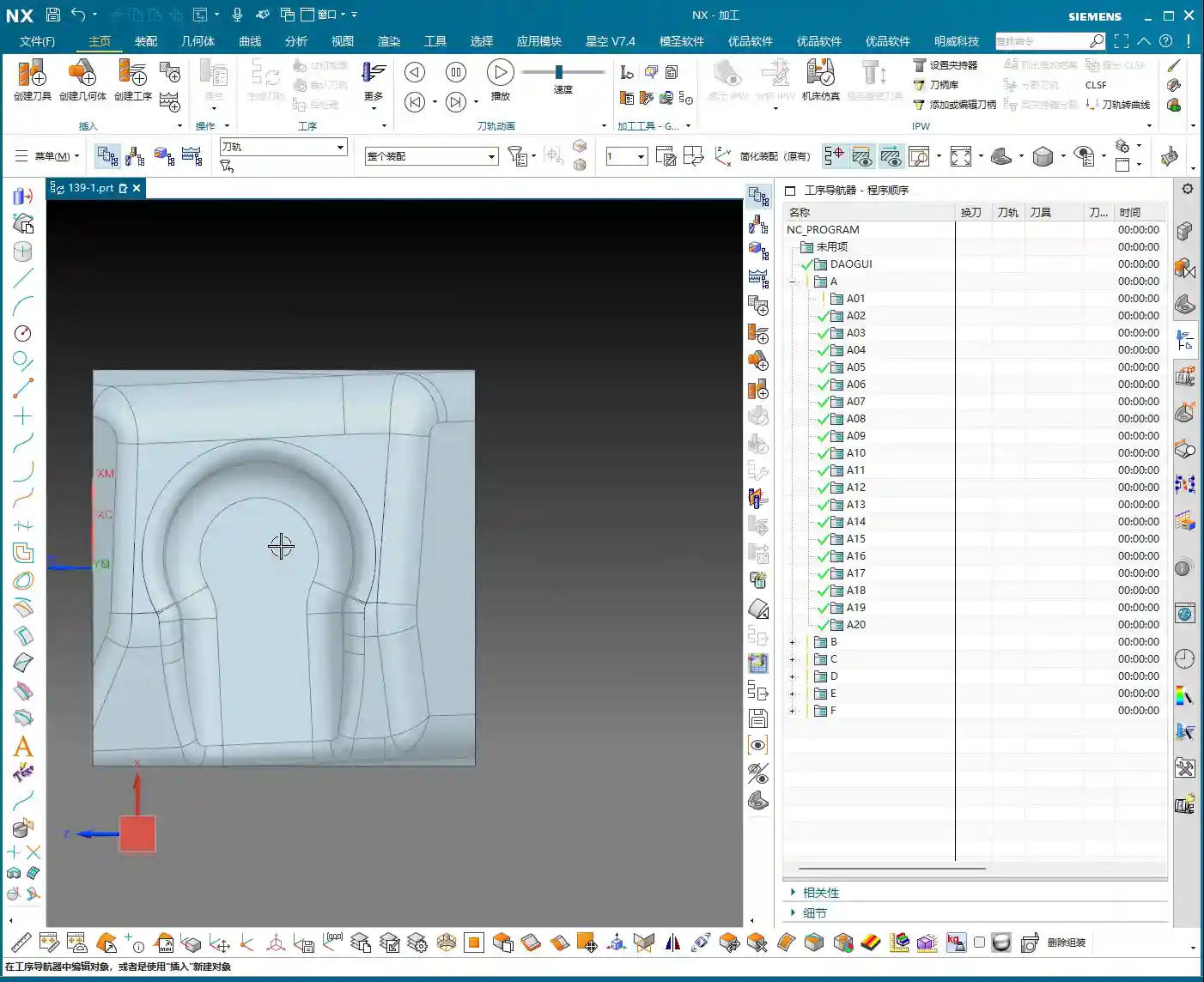
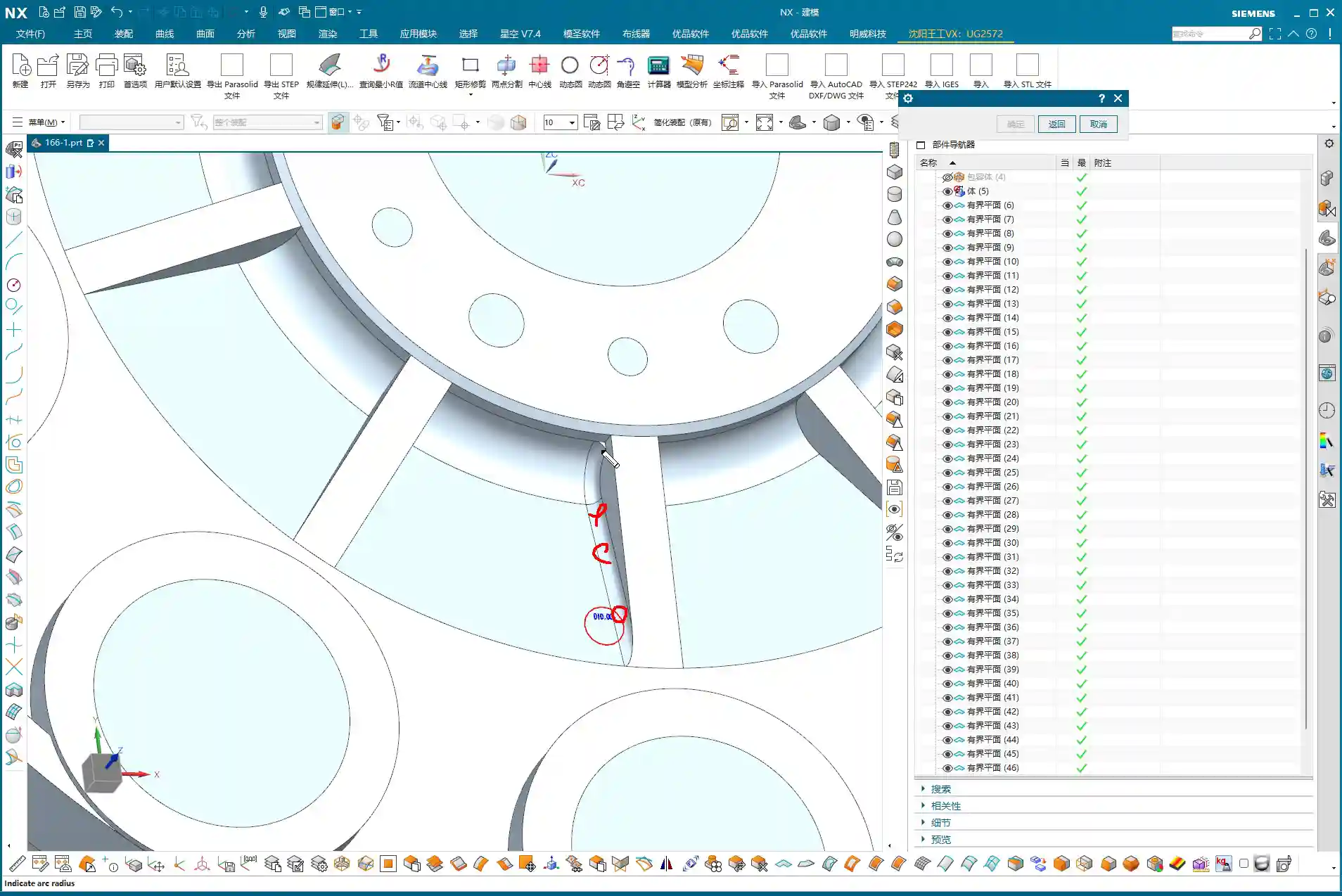
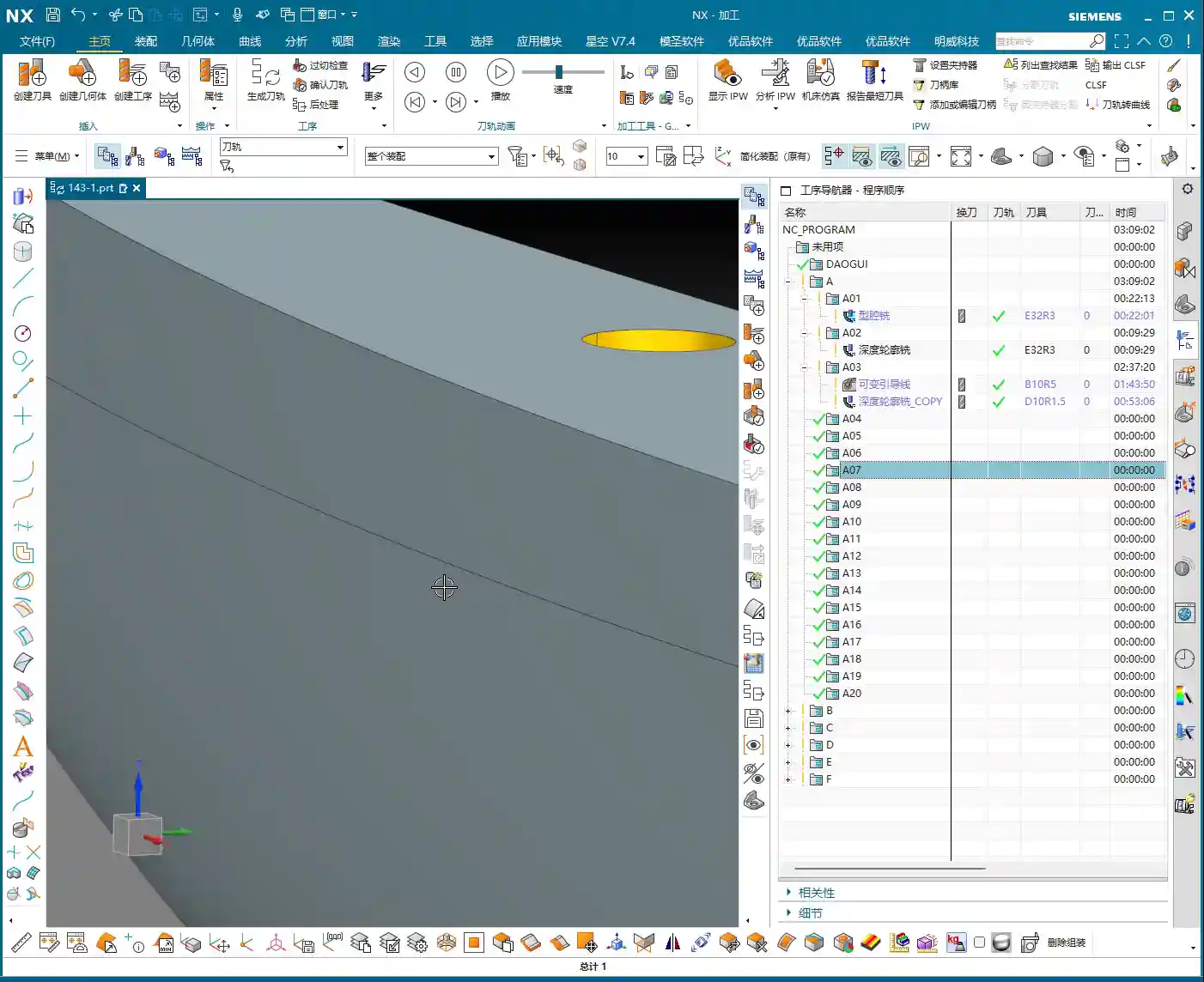
Before we start, the blank and coordinate system must be correctly positioned. For the blank, we’ll follow our usual practice: place it on Layer 100 for easy management and display. The Machine Coordinate System (MCS) needs to be accurately placed at a datum point on the part. For this job, we’ll use side A as an example, placing the MCS origin at one of the part’s corner points for easy dimensioning. For the other parts, we’ll simply copy the programs.

Side A Machining (First Side)
Side A Roughing Strategy
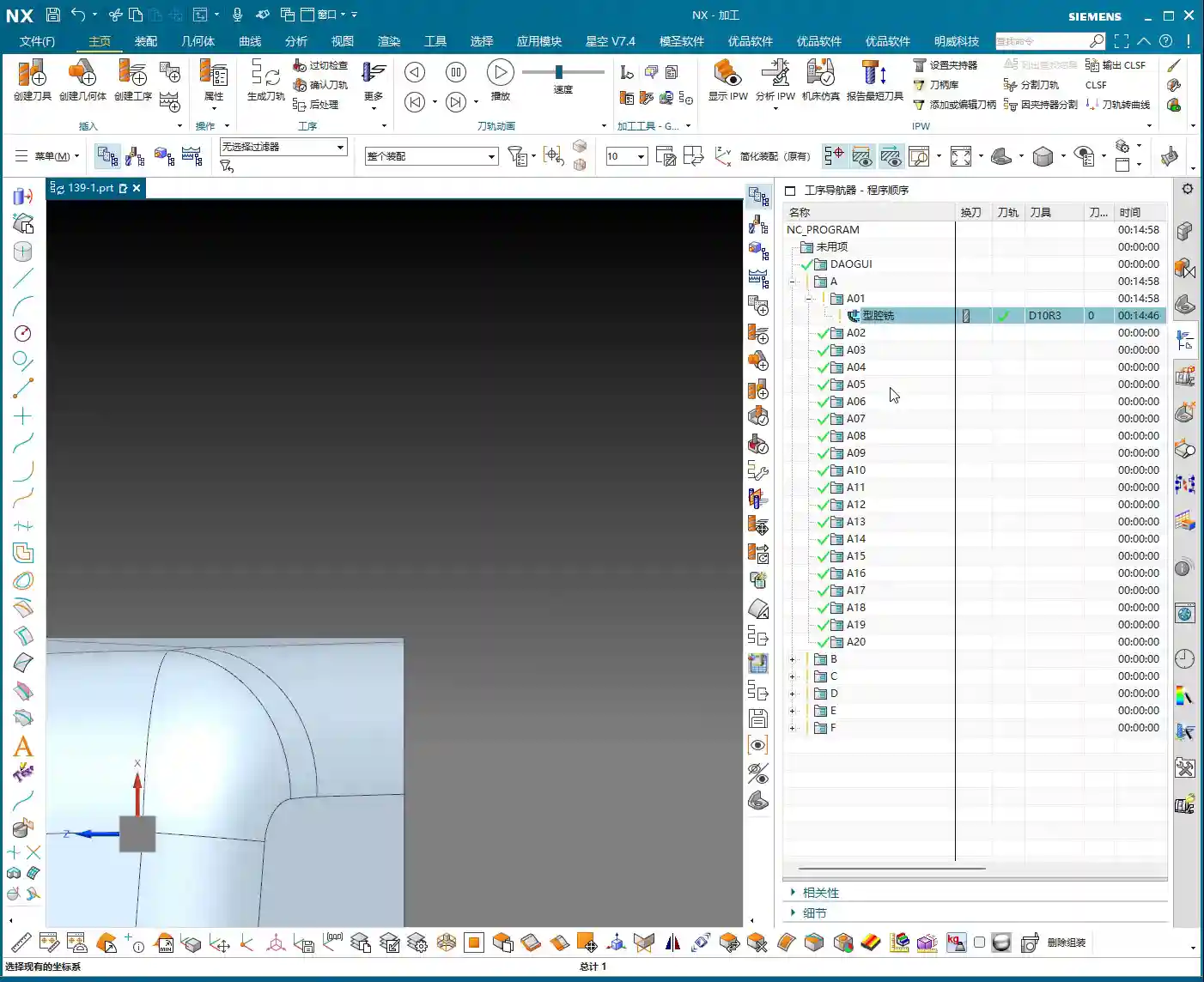
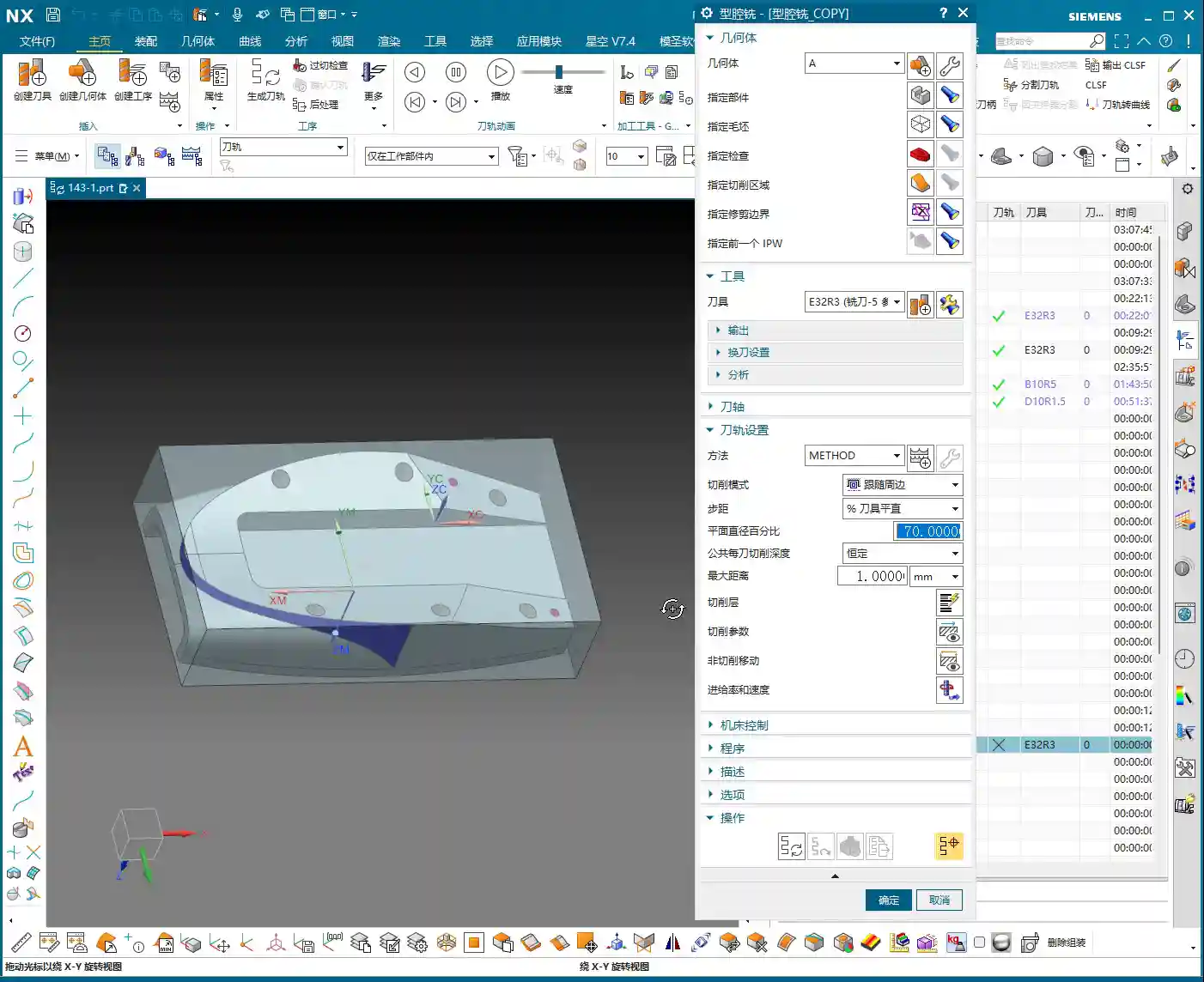
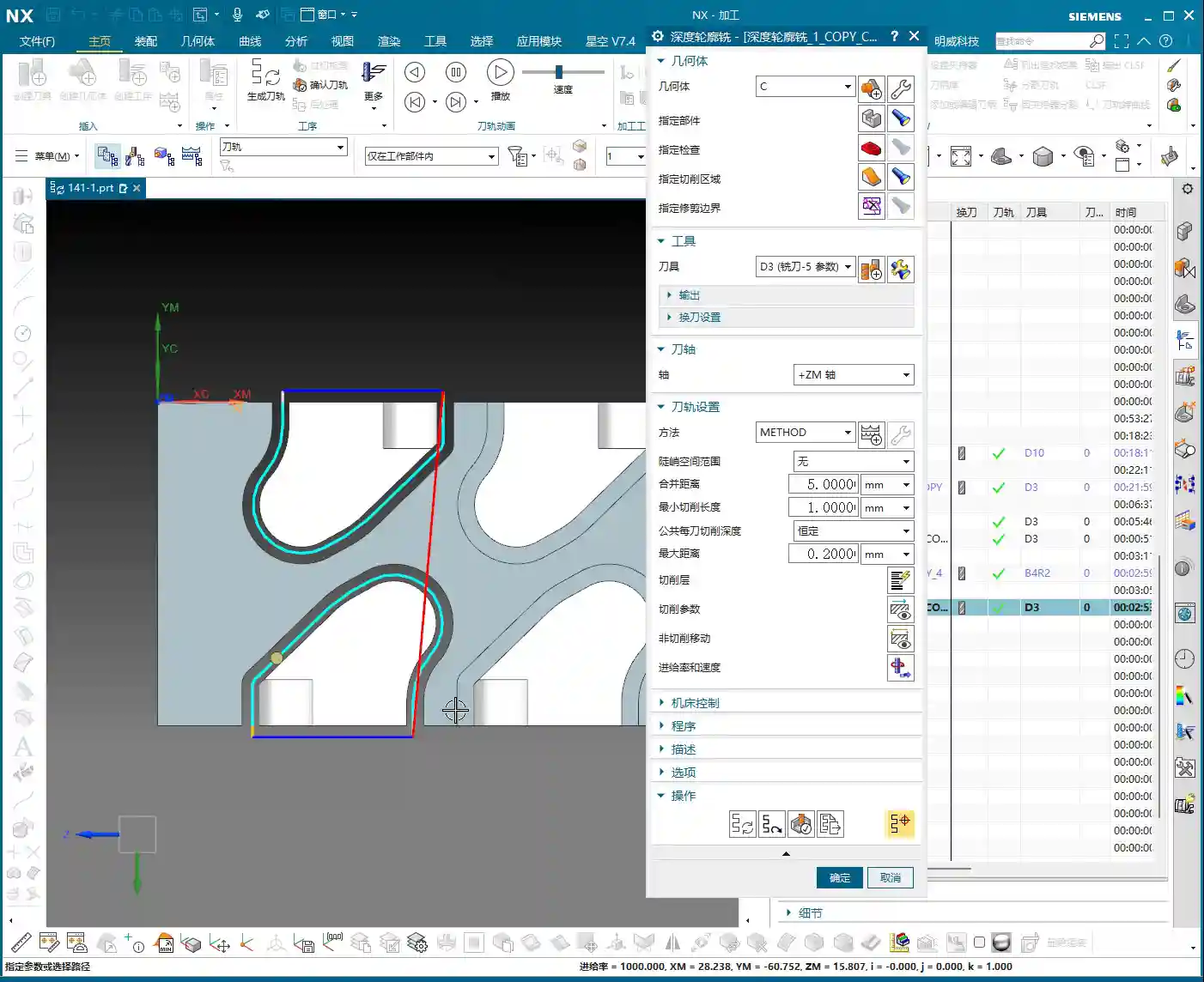
Side A is relatively simple, primarily involving flat surface roughing and preliminary sidewall machining. Checking the drawing, the part’s outer diameter is approximately 30mm, and the internal dimensions are around 20mm. In this scenario, a 10mm diameter end mill is a suitable choice, balancing cutting efficiency with the ability to machine smaller areas.
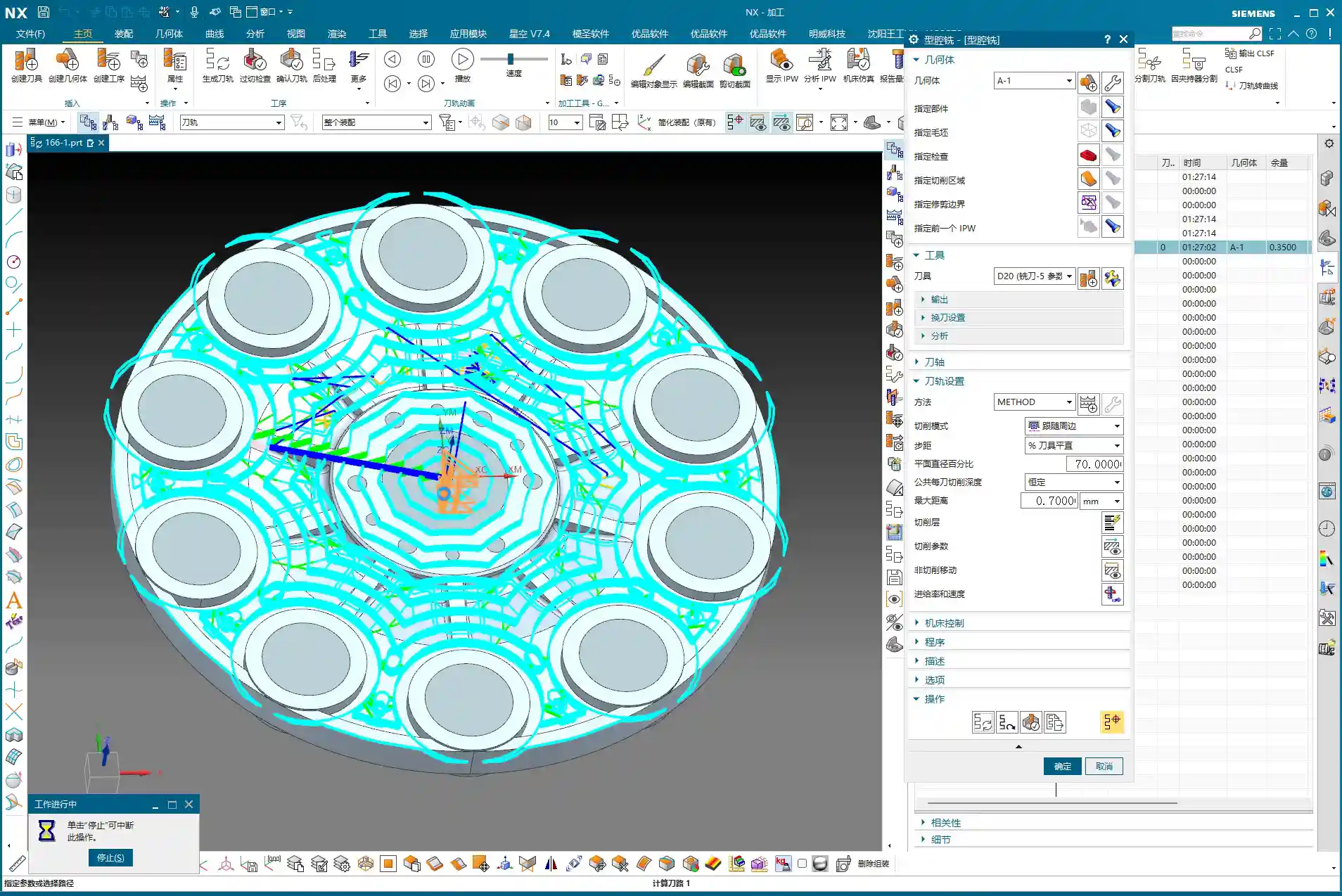
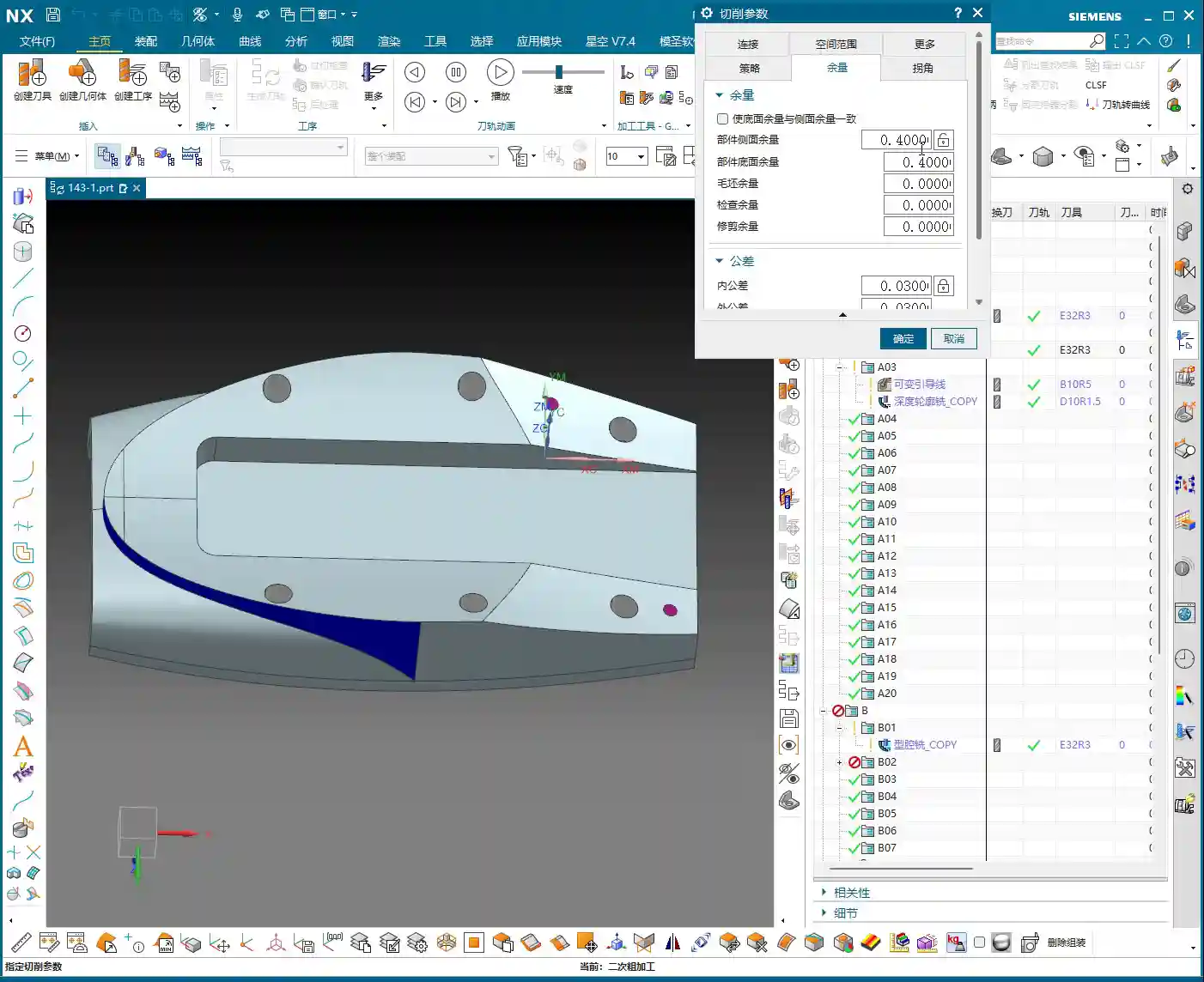
For roughing, we select “Cavity Milling” or “Face Milling” operations, leaving sufficient machining stock. Leave 0.2mm on the bottom surface and 0.2mm on the sidewalls. I usually prefer leaving a tiny negative stock, for instance, -0.1mm, on the bottom. This helps clear the bottom more effectively during finishing, preventing secondary cutting.
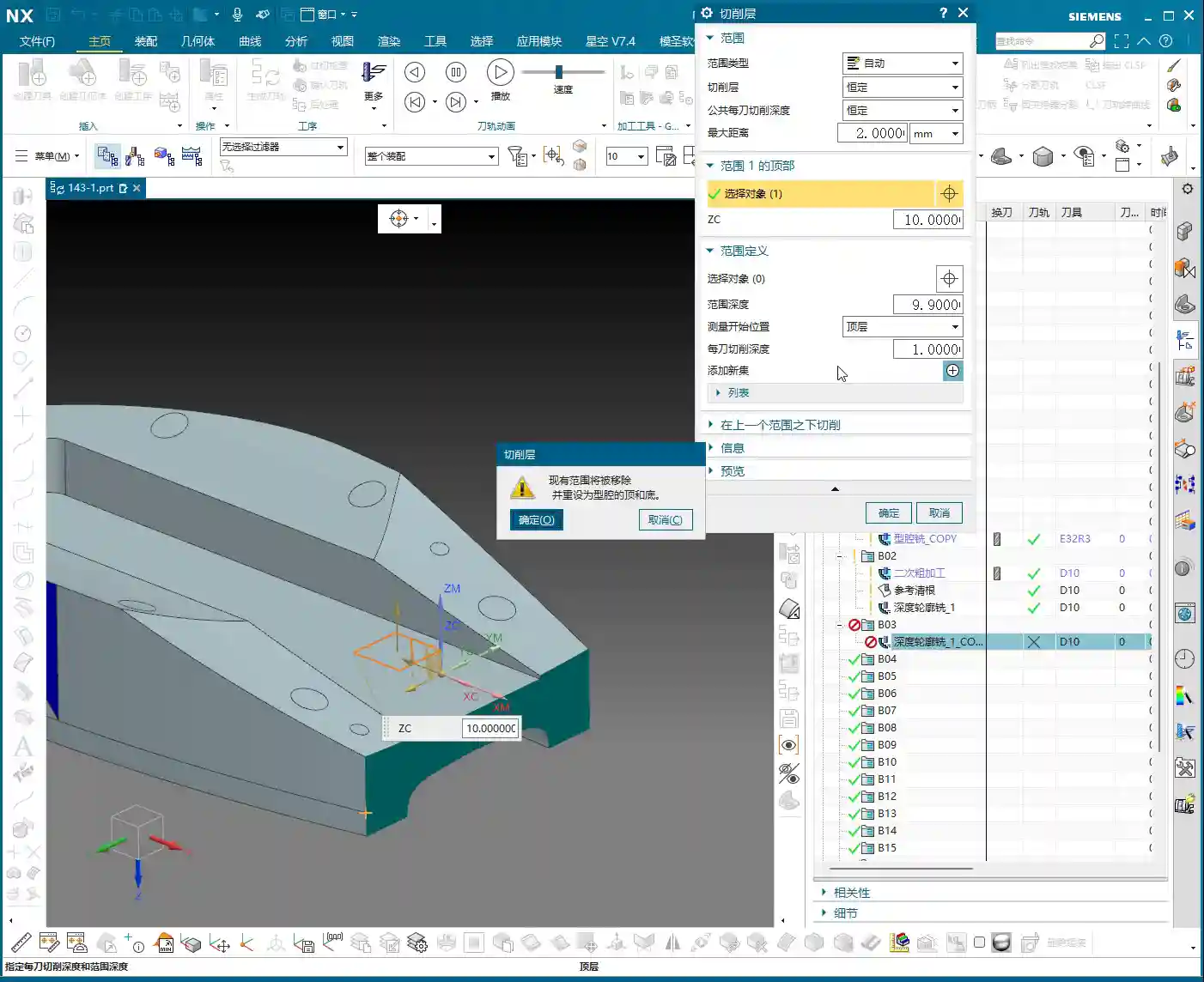
Depth of Cut (DOC) Control: This is also critical. For multi-layered parts like this, depth cuts need to be layered, and you must ensure to avoid the T-slot area (as that’s for Side B machining).
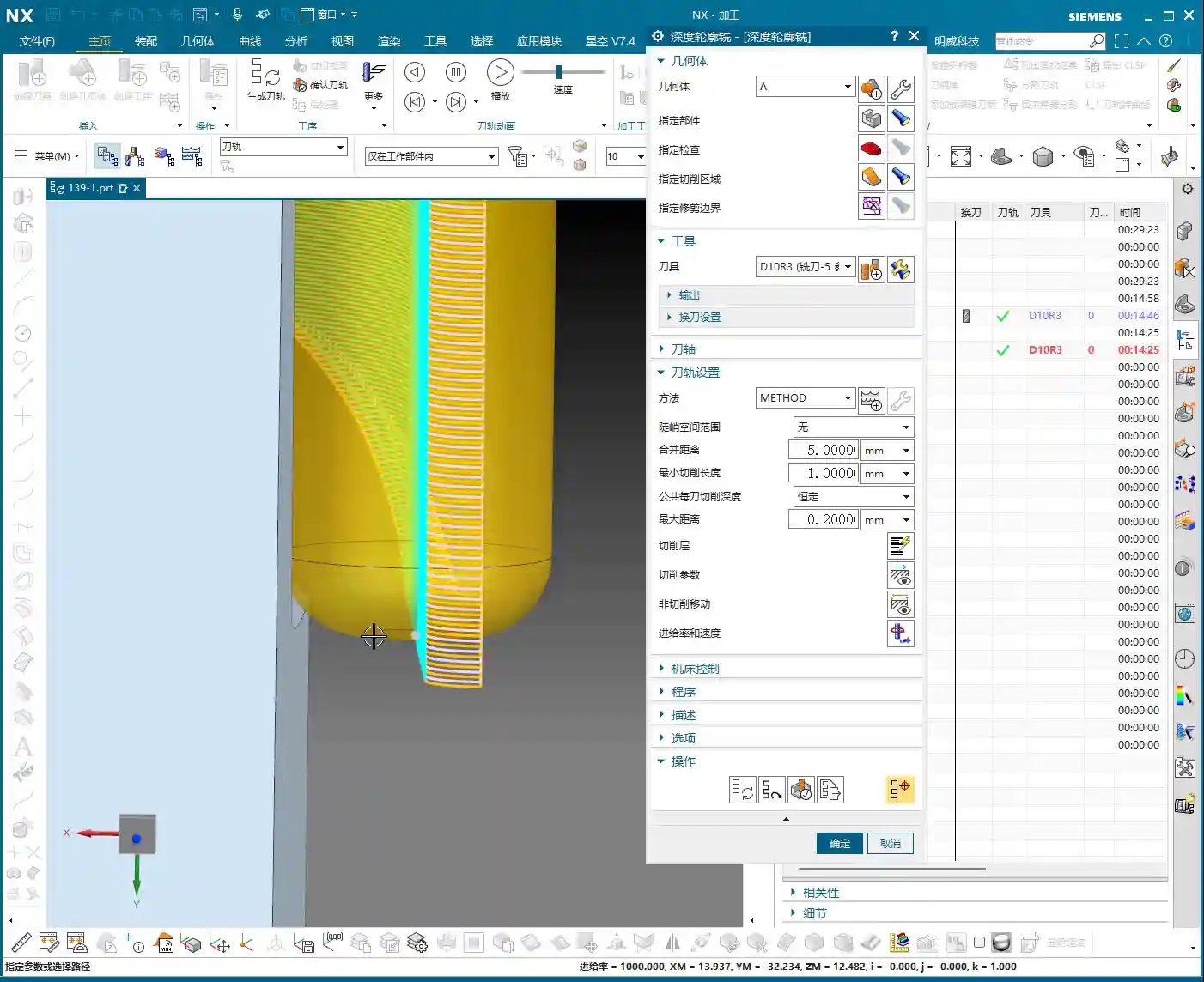
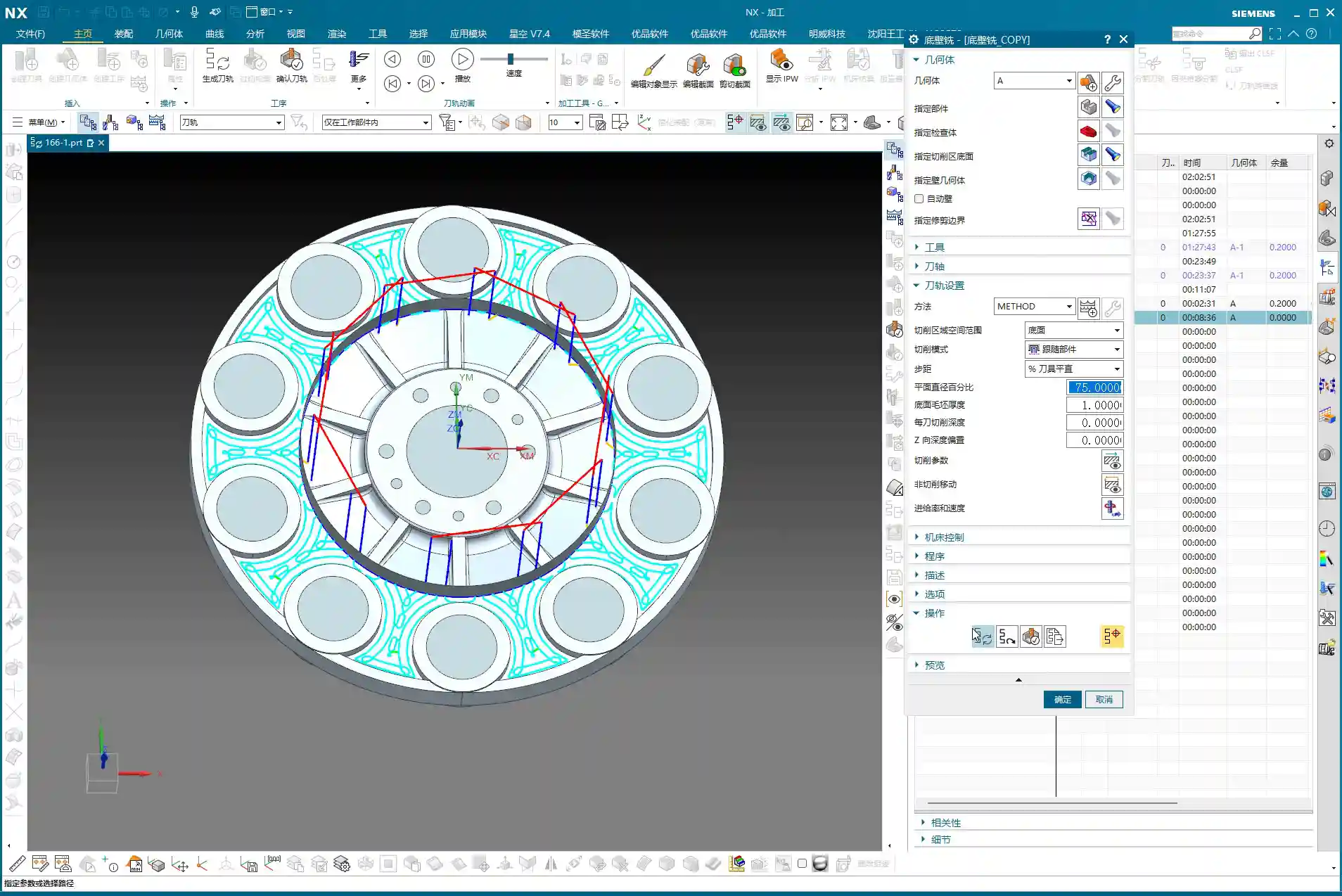
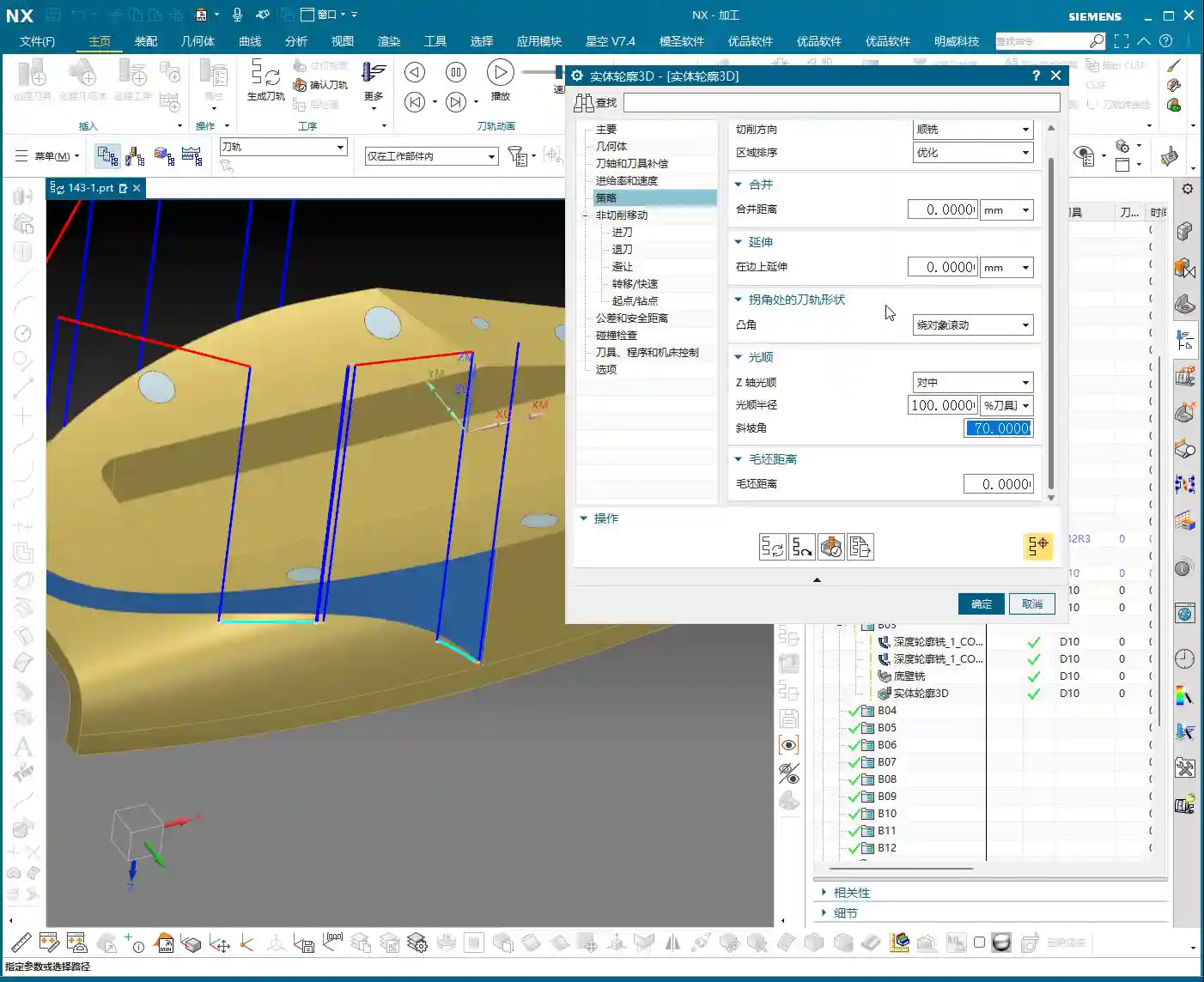
Side A Finishing Pass and Sidewall Finish Cut
After roughing, we need to apply a finish cut to the sidewalls. Here, we’re using a “Depth Cutting” operation, still with the 10mm diameter end mill. This operation primarily removes the remaining stock uniformly, bringing the sidewalls to the required surface finish and accuracy specified in the drawing. For finishing, the stock should be set to 0. If the part material is aluminum, feed rates and spindle speeds can be a bit faster, but always observe the cutting sparks and sound—the actual machine condition is paramount, not just software simulation!
Special reminder: Where there are small angles or chamfers, when finishing the sidewalls, you can appropriately adjust the tool’s Depth of Cut (DOC) to be slightly smaller. This reduces cutting forces, protects the tool, and also prevents part deformation.

Side A Chamfer Processing
The small chamfers on Side A will be completed using a “Contour Chamfer” operation. Select a suitable chamfer tool (e.g., a 6mm chamfer mill), set the tool compensation to around 0.2mm, and run it along the edge. Make sure to select an internal chamfer to achieve the desired angle. Don’t miss any edges, and avoid overcutting, especially at corners. Ensure the toolpath is smooth and leaves no burrs.
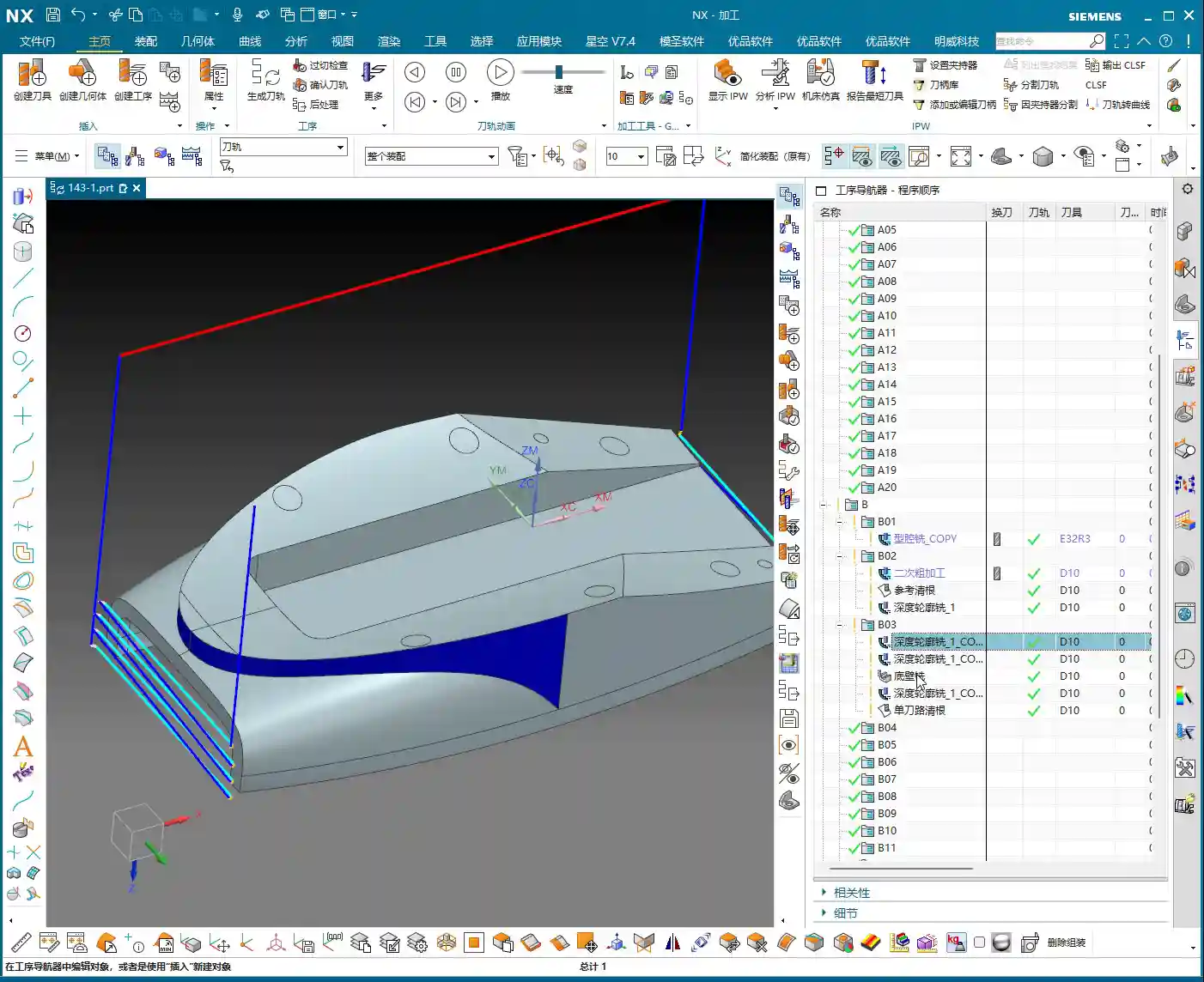
Multi-Part Duplication and Toolpath Verification
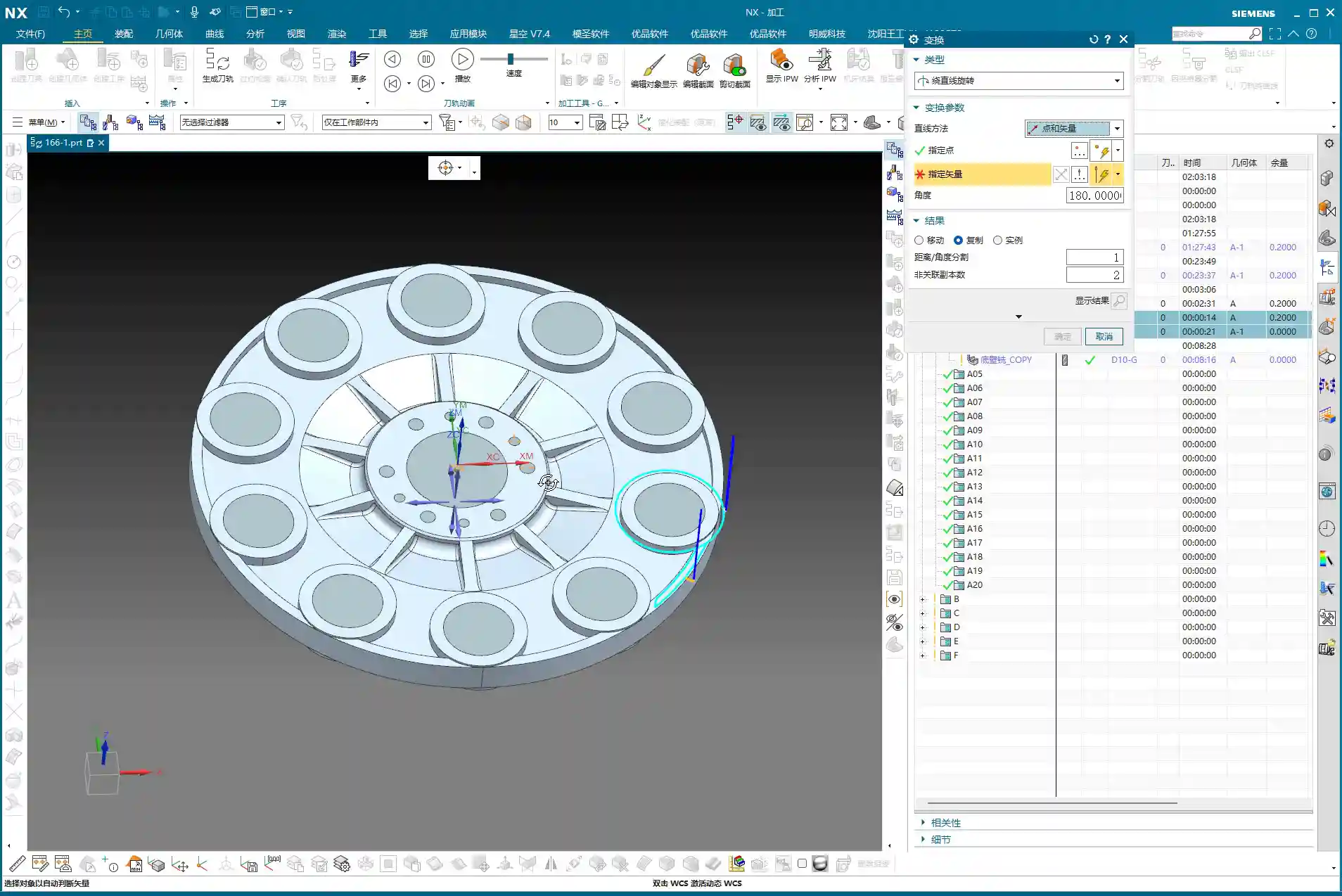
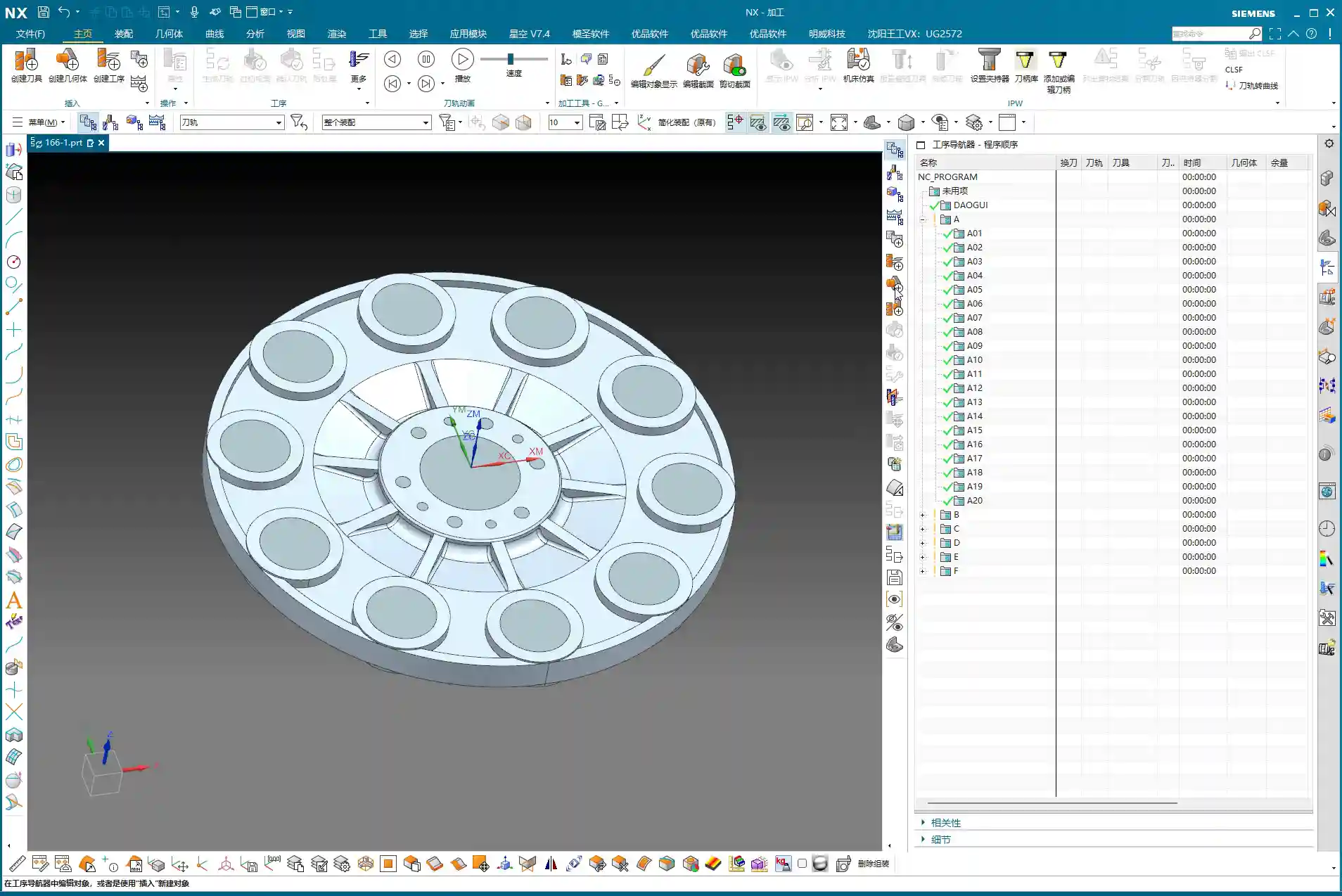
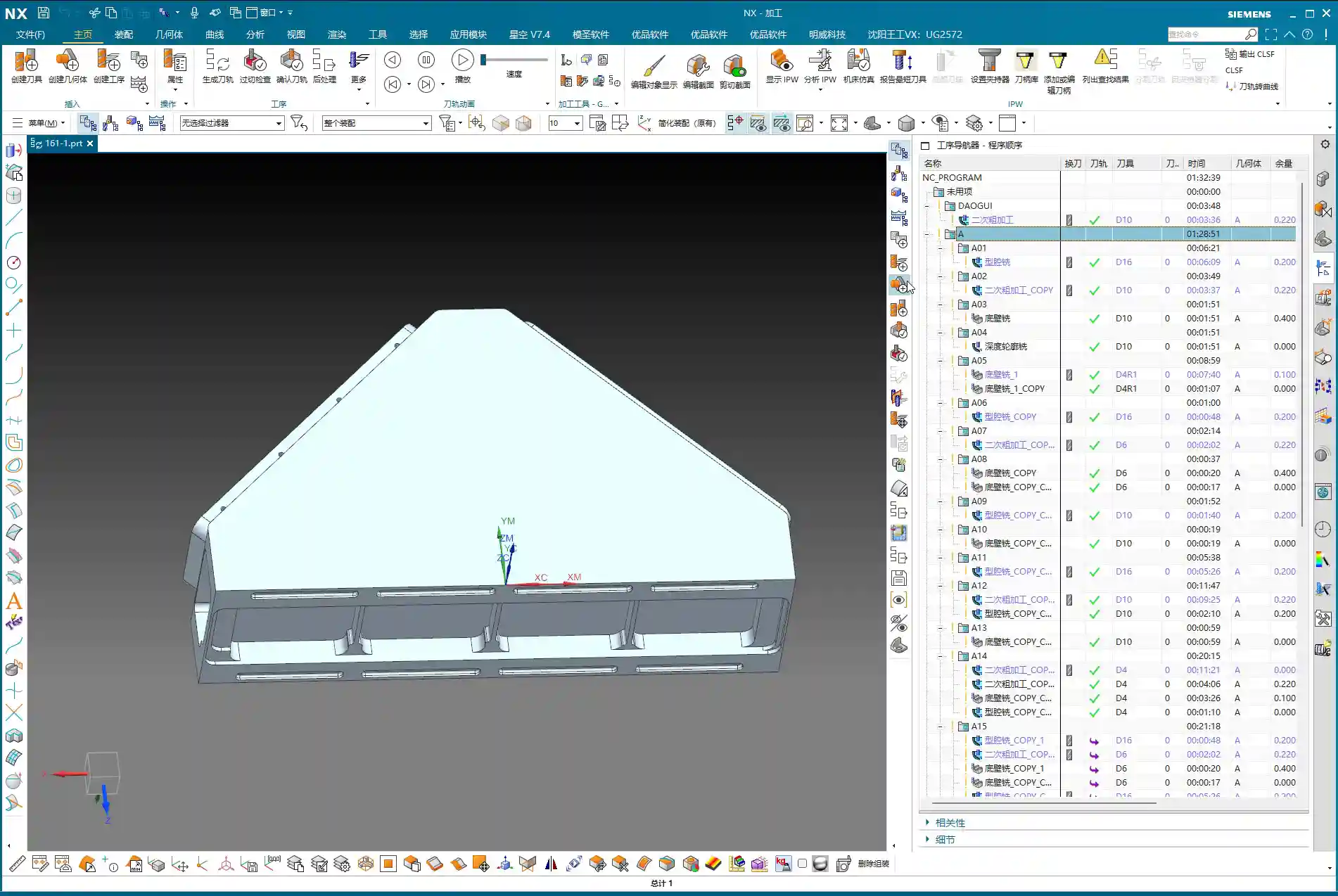
Part Array and Program Duplication
We’re machining six parts on one plate. Once the program for one part on Side A is done, the remaining five are straightforward. Simply use the Array function to duplicate the programs. You’ll first need to measure the center distance between two parts, for example, here we measured 146.82mm. Then, select XY-direction array, set the spacing and quantity, and NX will automatically generate the toolpaths for the other parts. This is much faster than programming each part individually, instantly boosting your efficiency.

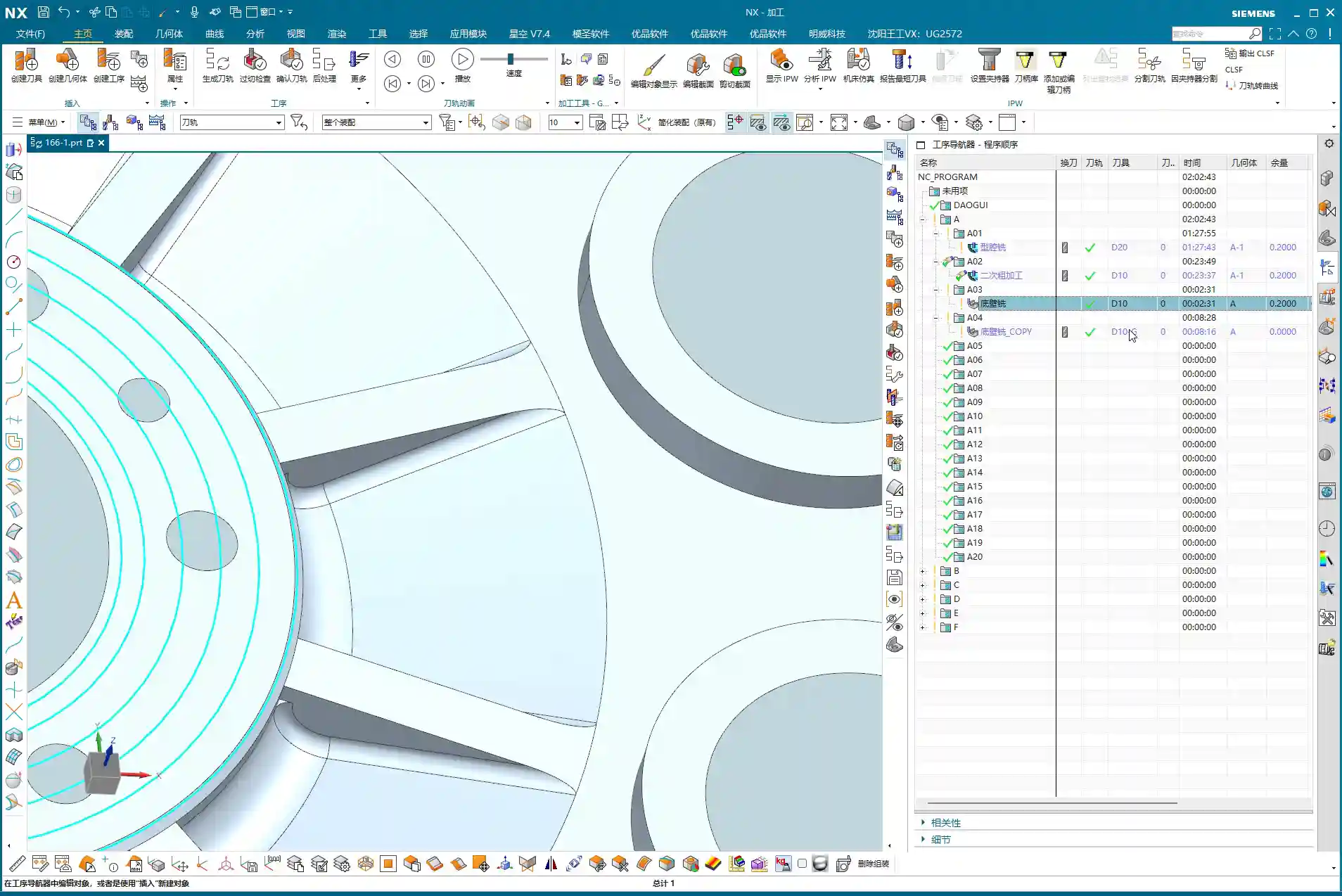
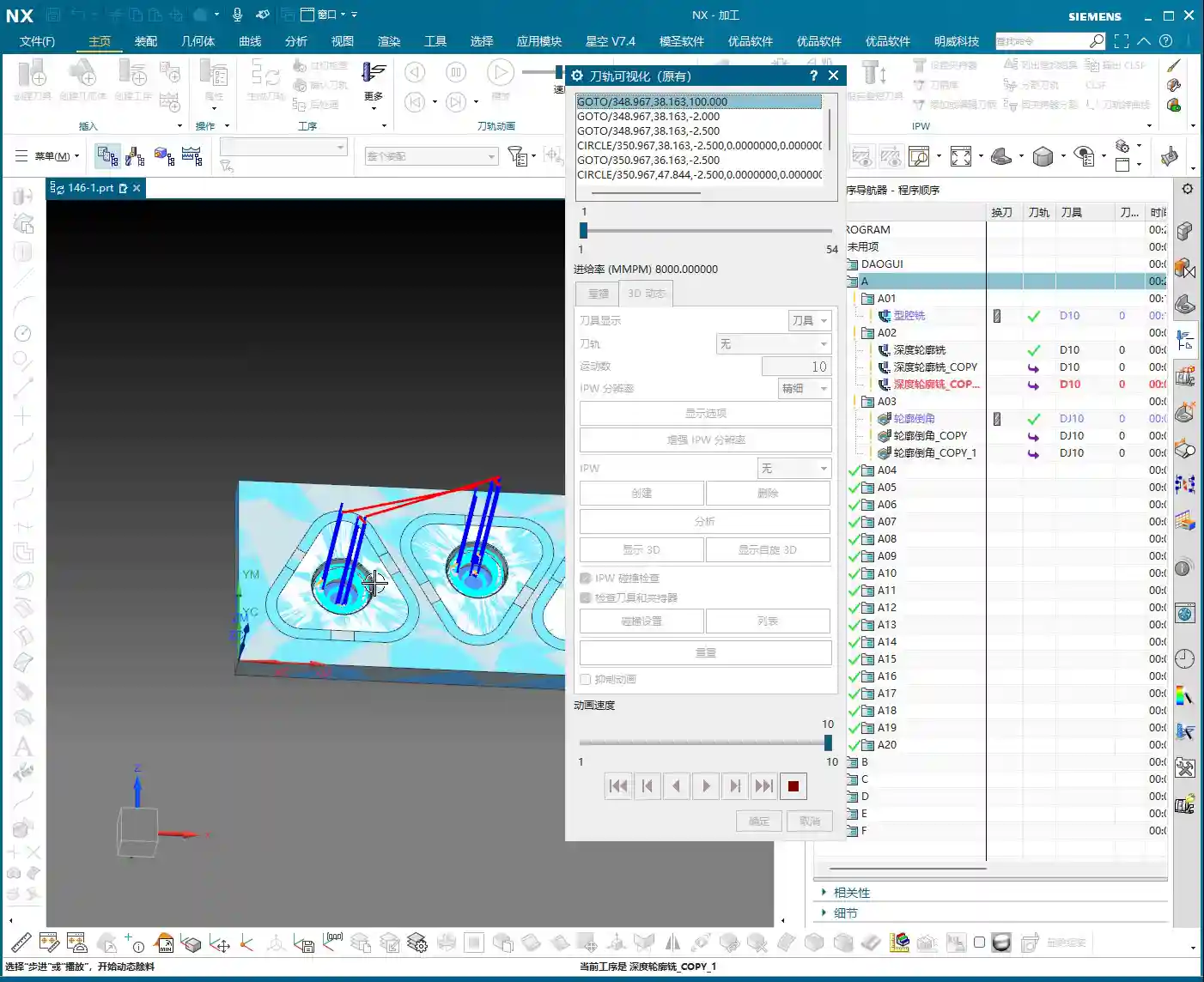
Toolpath Simulation and Detail Check
After duplicating the programs, you absolutely must perform toolpath simulation and cutting verification. Don’t get lazy! Use NX’s 3D dynamic cutting simulation function to meticulously check every toolpath. Pay close attention to a few key areas:
- Is there any overcutting or undercutting? Especially at chamfers and fillet radii.
- Is tool retraction efficient? Minimize unnecessary rapid moves to save significant time.
- Are entry and exit moves smooth? Avoid impacts to extend tool life.
- Is the T-slot area mistakenly cut by the Side A program? Confirm it’s clear.
Through simulation, we can identify potential issues and adjust them in time, solving problems before the machine even starts. That’s the real skill of a seasoned engineer.
Side B Machining (Second Side – Including T-slot)
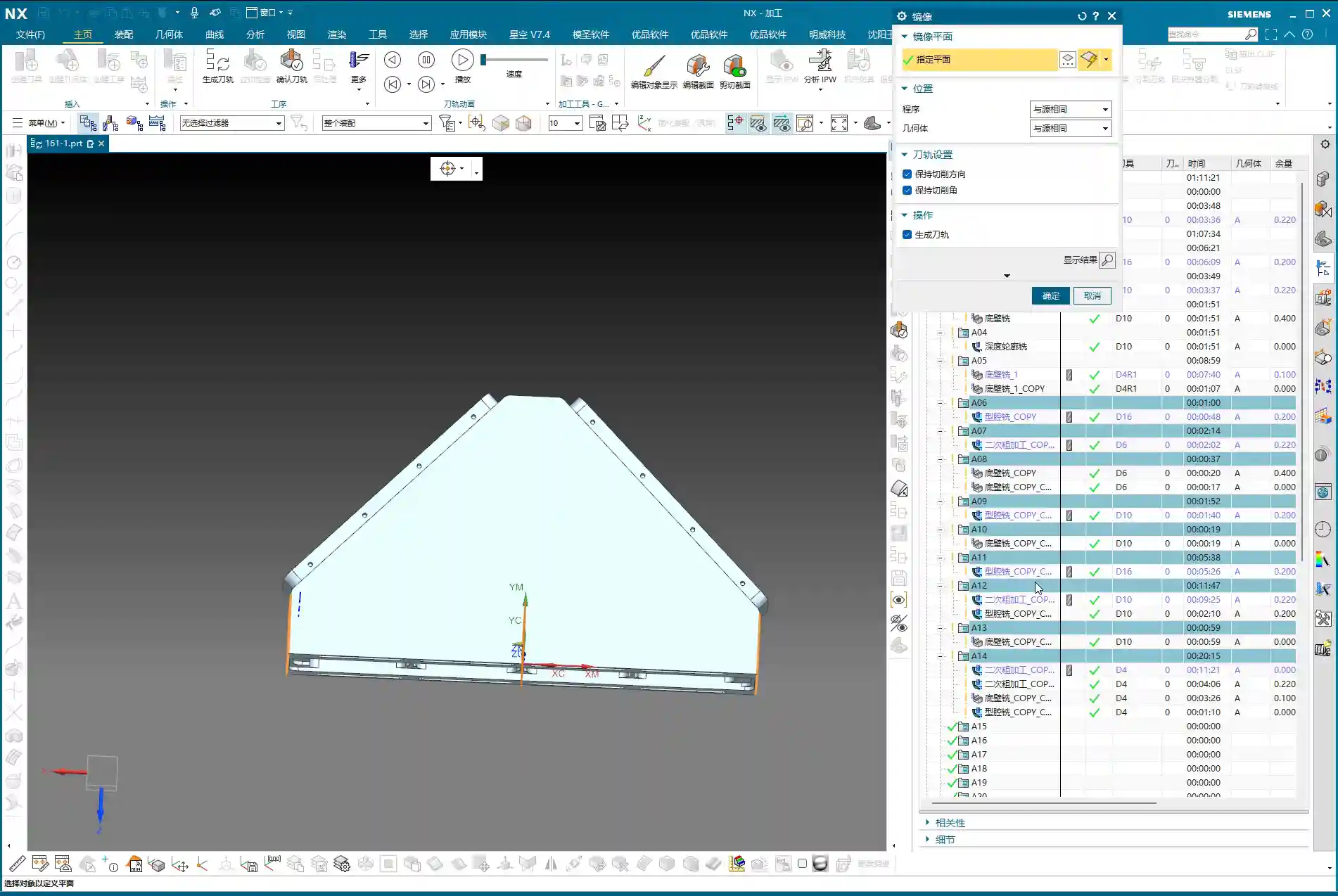
Coordinate System Inversion and Blank Reset
Once Side A is machined, flip the workpiece over, and we’ll tackle Side B, which includes the T-slot. At this point, the coordinate system must be reset. Invert the MCS to the corresponding datum position on Side B, and again, place it on Layer 100. The blank also needs to be redefined; this time, the blank is the state of the workpiece after Side A machining – in other words, the current blank is the semi-finished product from Side A. If this step is done incorrectly, all subsequent toolpaths will be completely off.

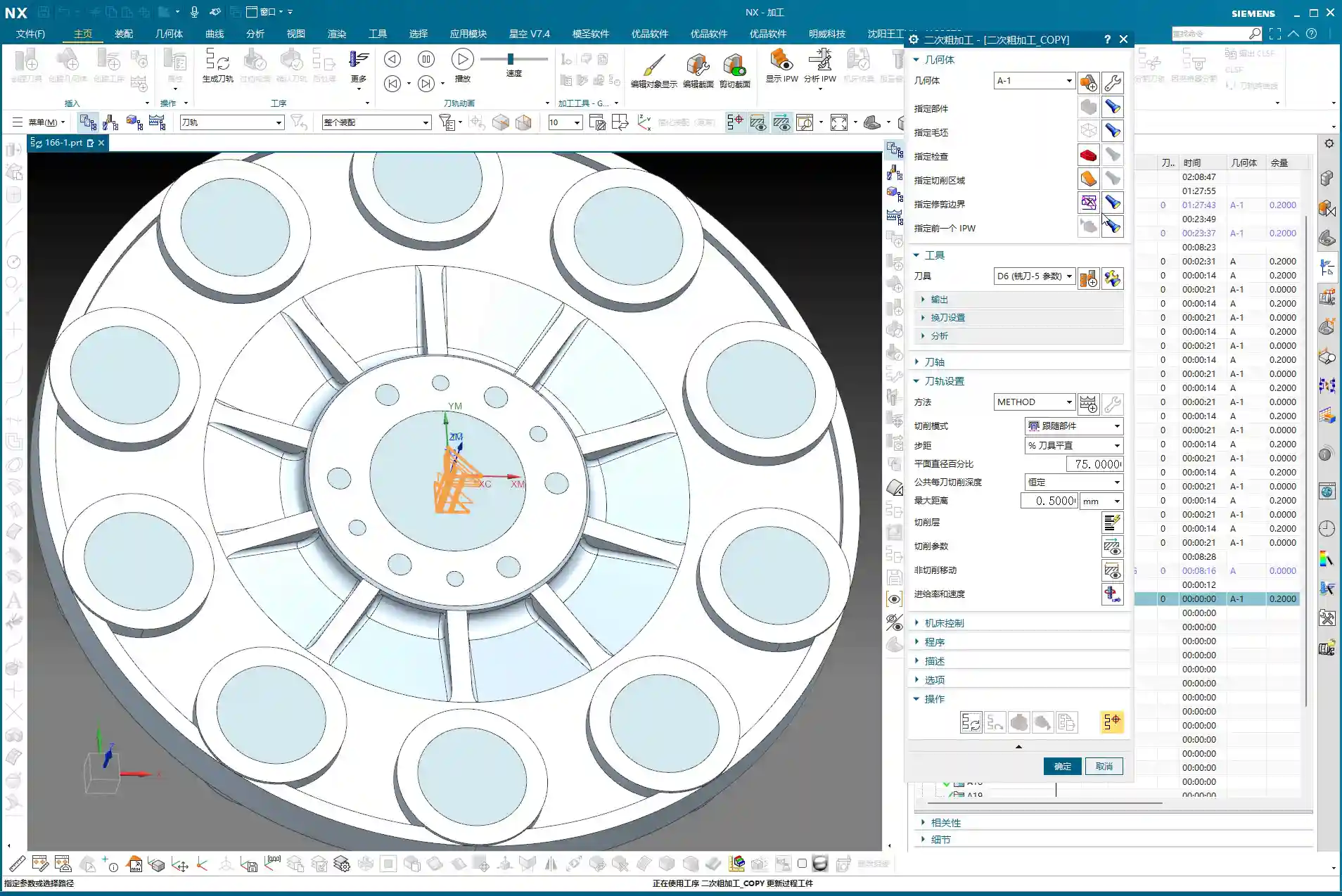
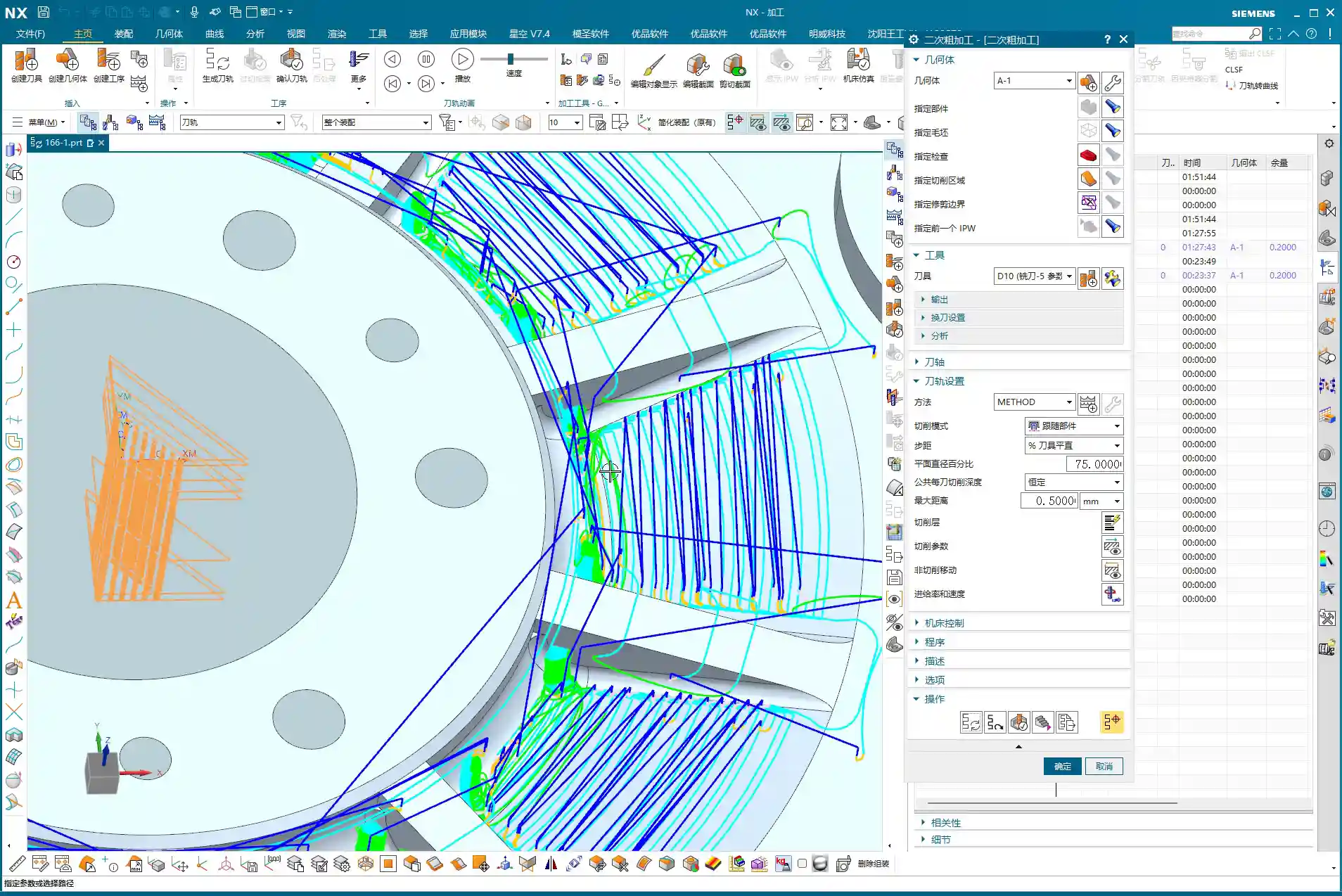
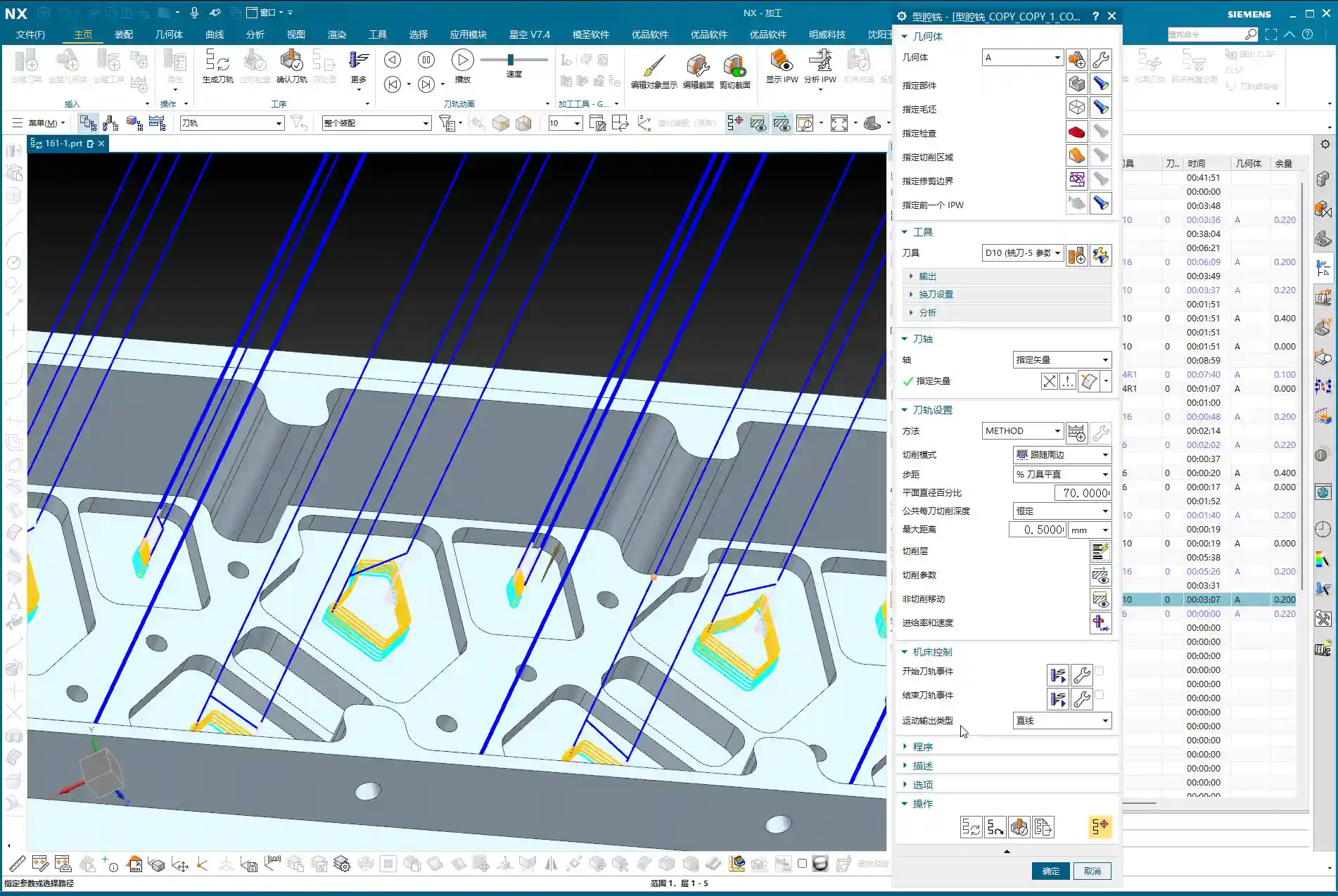
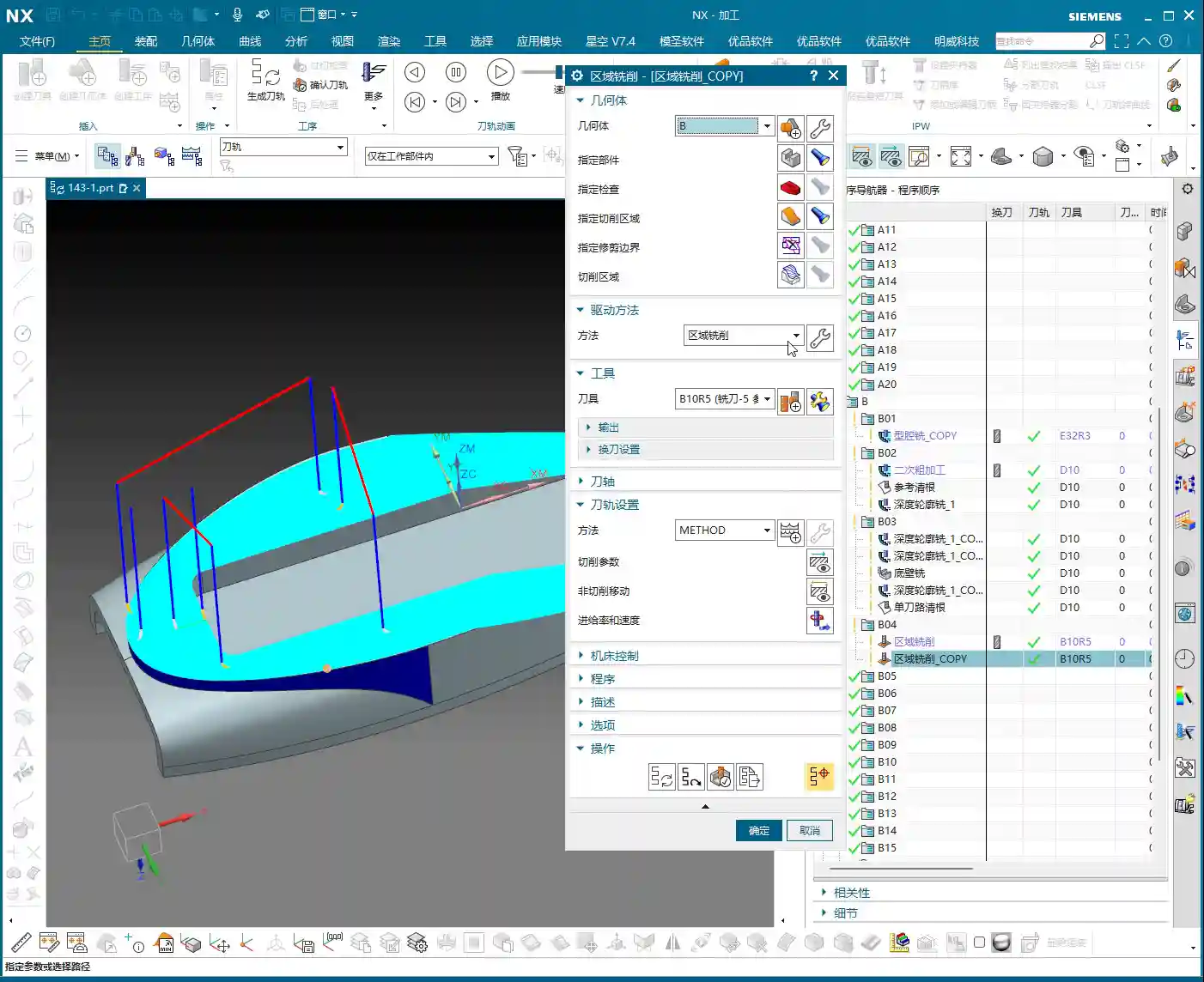
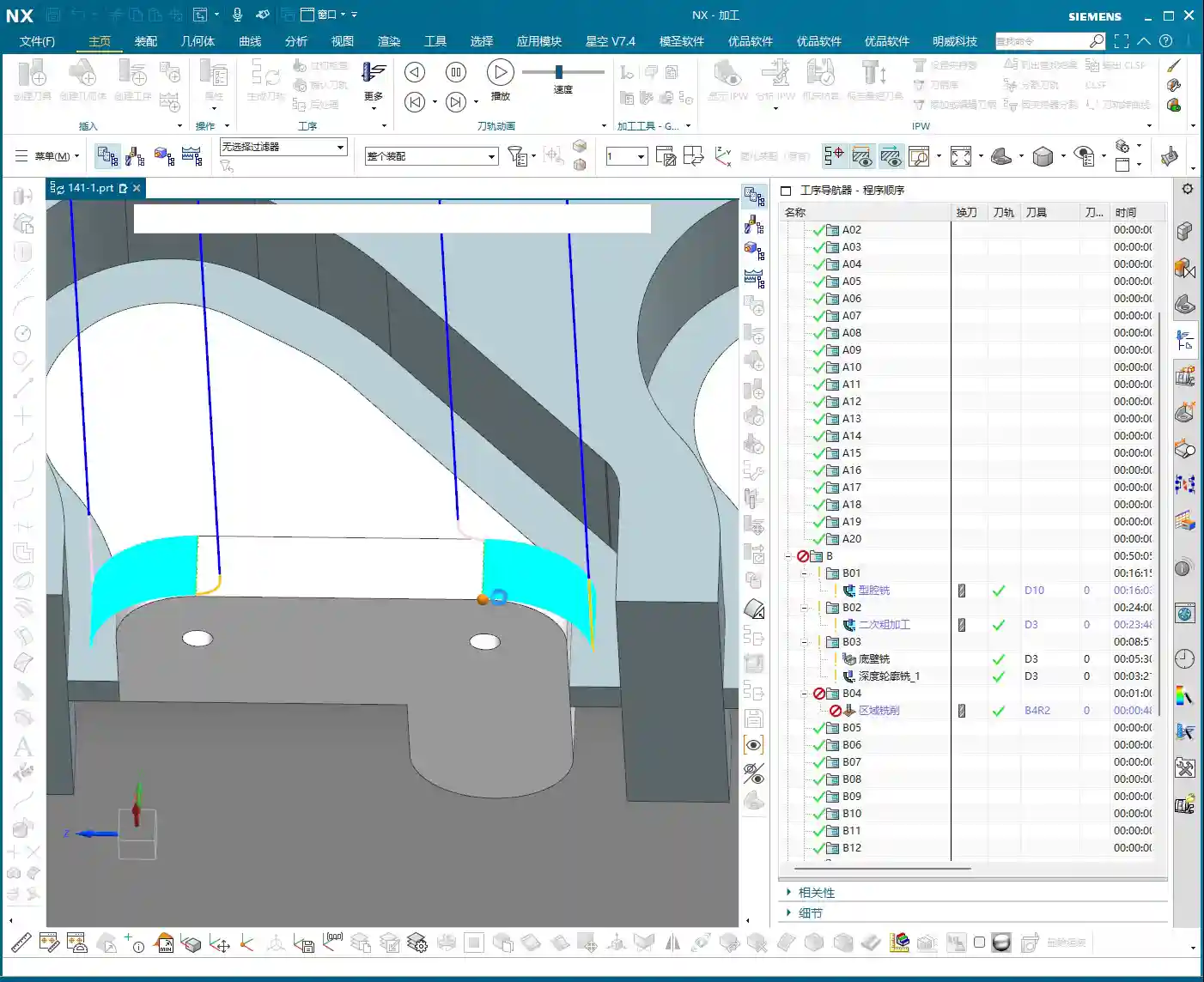
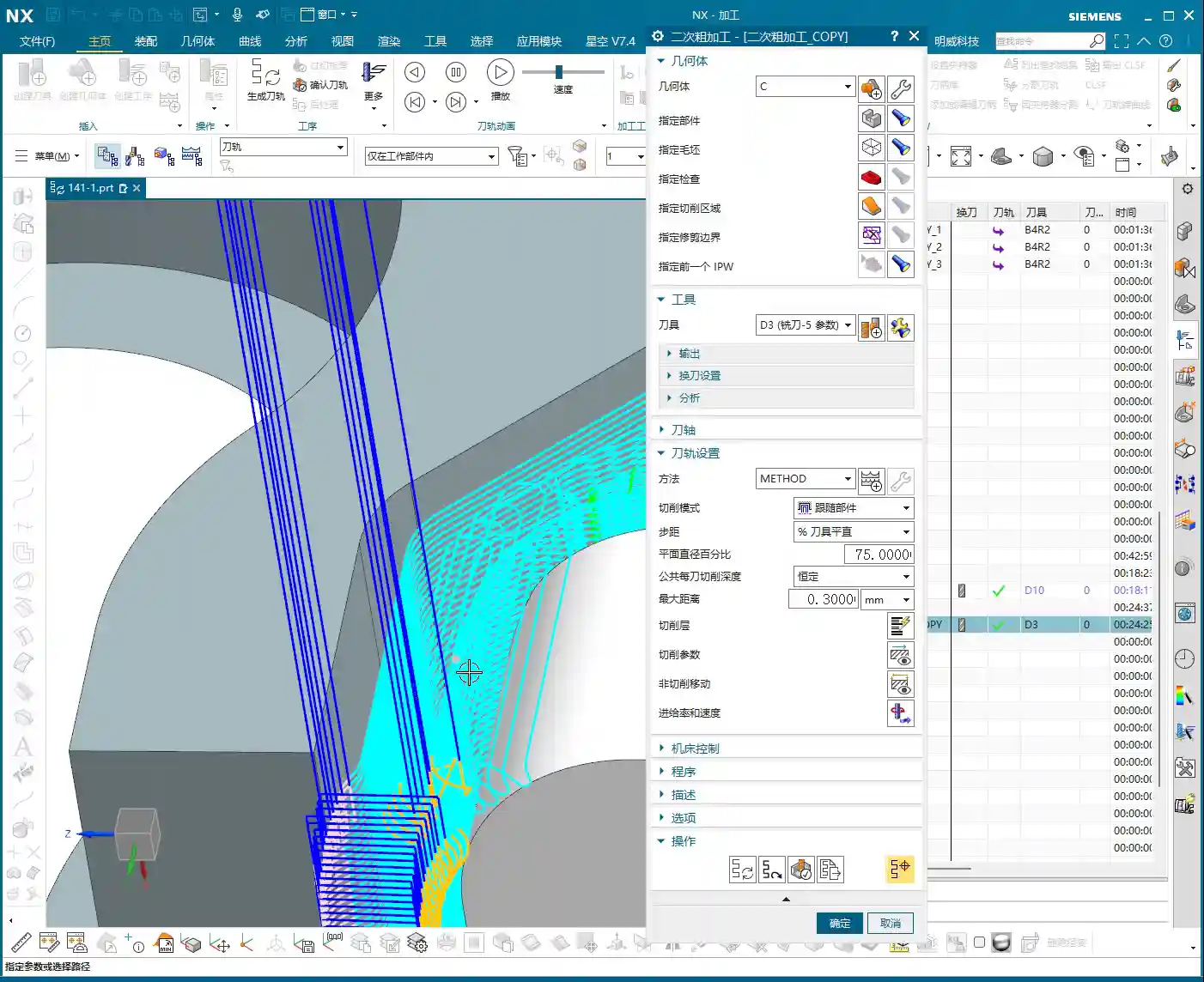
Side B Roughing Strategy
For Side B roughing, our main goal is to clear most of the material, especially in the T-slot area. Still use a 10mm diameter end mill, selecting a “Cavity Milling” operation. However, for the T-slot, pay close attention to boundaries and depth. The T-slot’s shape dictates that the tool cannot rough directly to the bottom; it needs to be layered, and sidewall stock for the slot must be considered. We can “enclose” the boundary lines of the T-slot, so the tool will cut within the enclosed area, preventing it from going where it shouldn’t.
If the T-slot width is relatively large, a 10mm tool might not fit or be inefficient. In that case, consider using a smaller tool or stepped milling. But for this part, I reckon a 10mm tool will handle most areas.
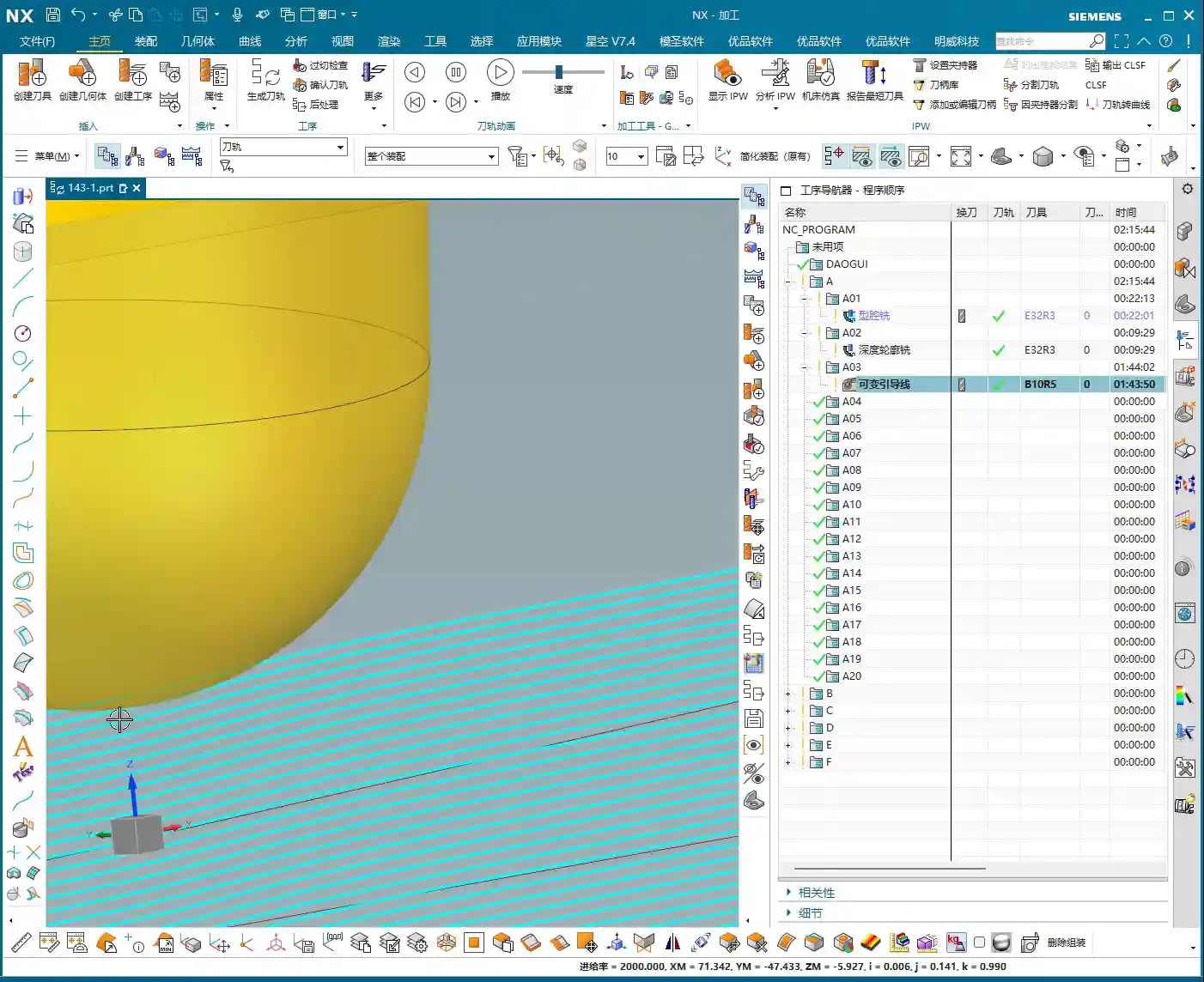
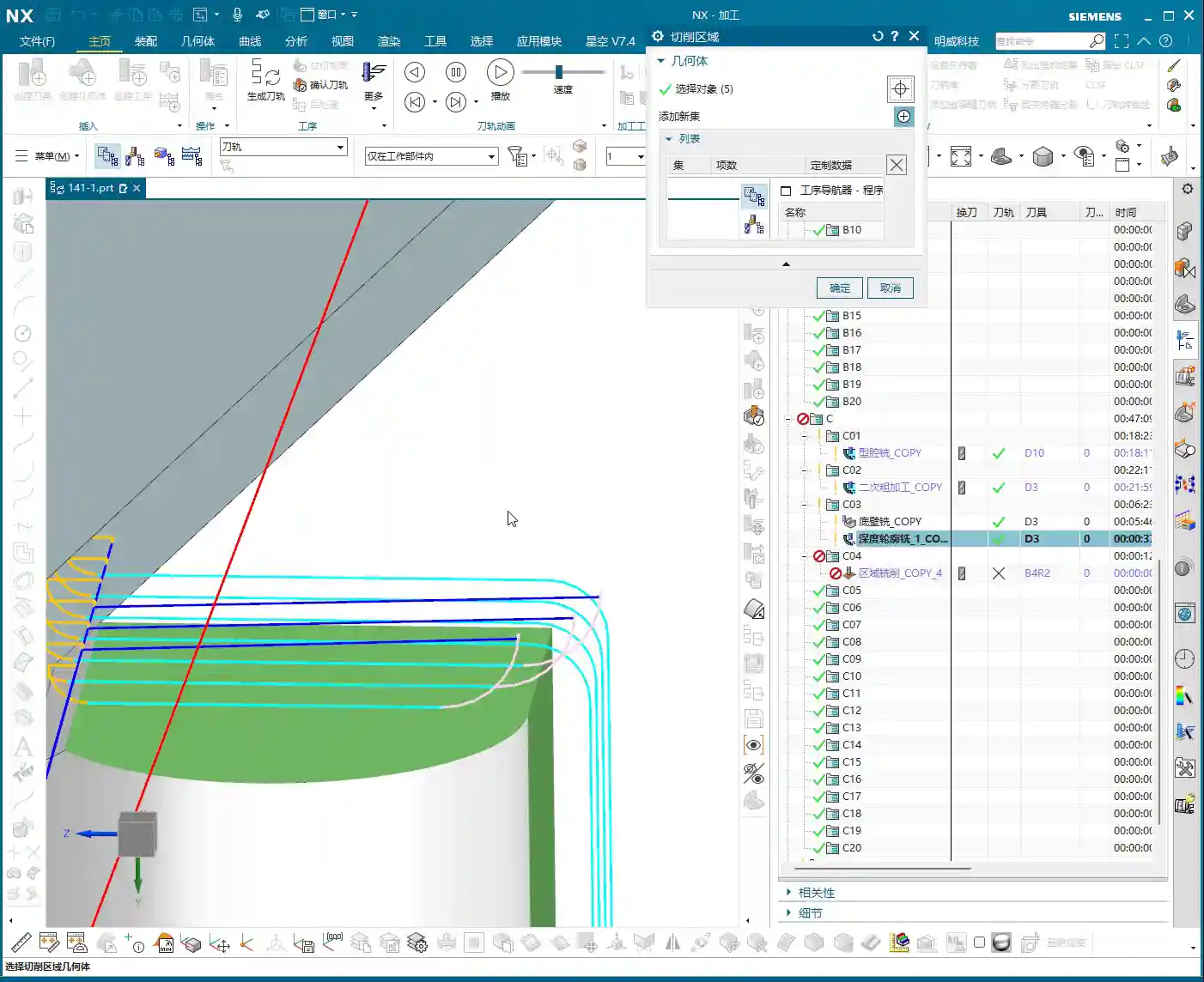
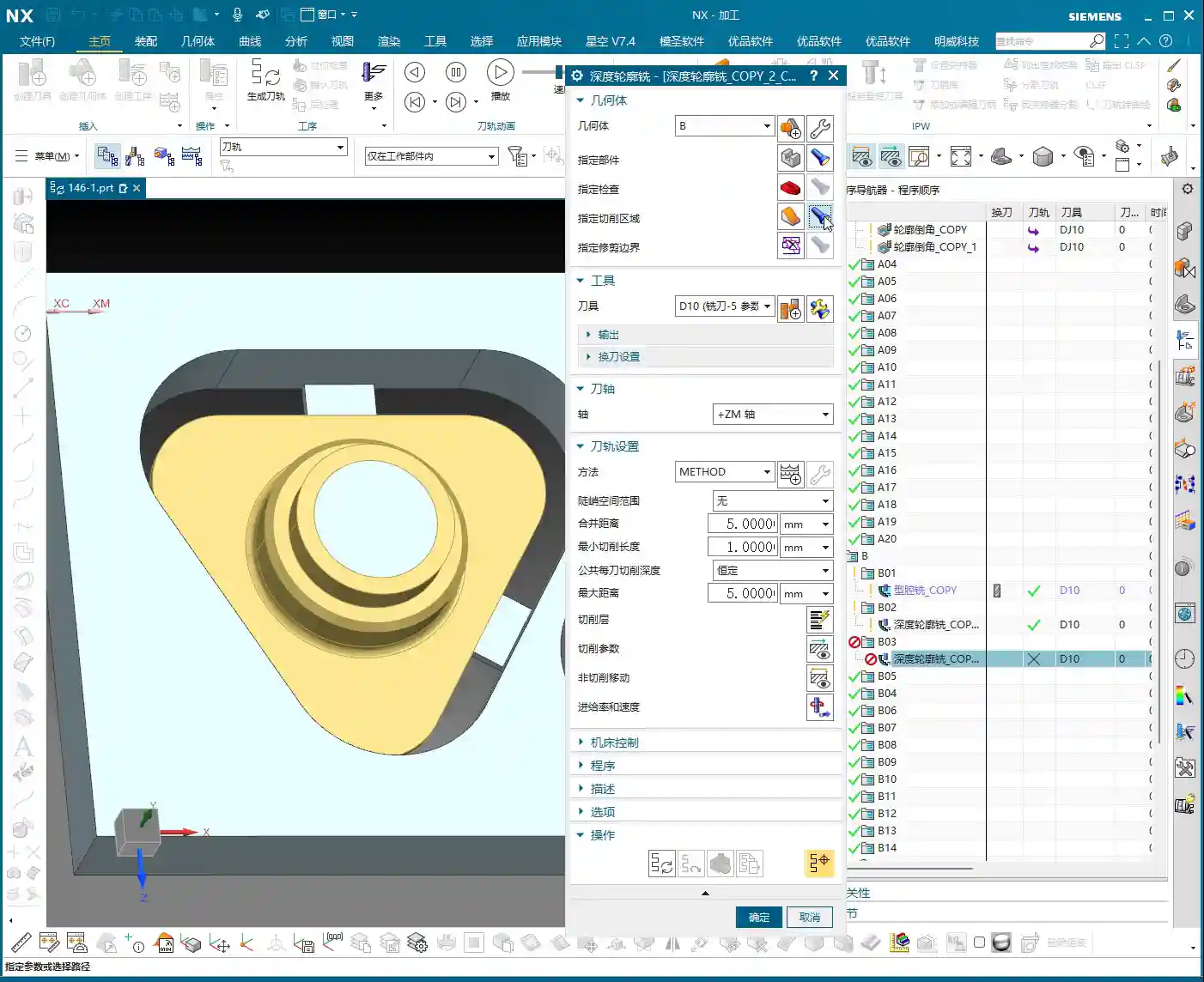
Side B Finishing Strategy (Fillets)
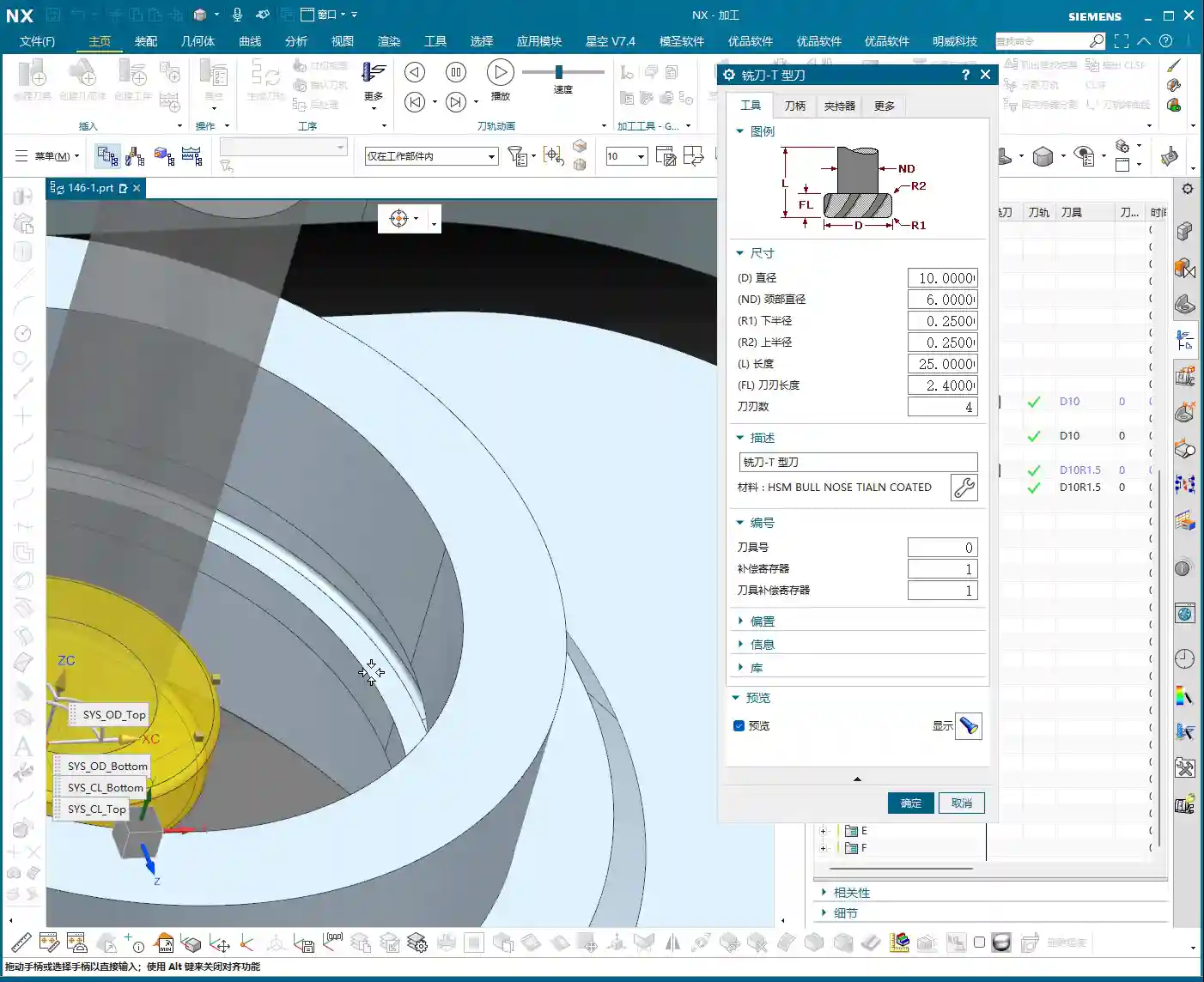
Finishing the T-slot requires particular attention. The drawing shows an R1.5 fillet at the bottom of the T-slot, so we must select an R1.5 ball nose end mill or corner radius end mill to finish this fillet. The tool selection must be correct, otherwise, the fillet shape will be wrong. For the operation, you can follow the “Depth Cutting” approach, but ensure the tool can fully enter the T-slot bottom, and the feed must be smooth, without chatter. For the T-slot sidewalls, a finish cut is still necessary to meet size and surface finish requirements. For finishing, the stock should be set to 0.
After finishing the T-slot sidewalls, finally use a chamfer tool to process all chamfers on Side B, just like Side A. Be meticulous, and avoid rough edges.
Summary: Troubleshooting Guide
1. Workpiece Fixturing: It must be secure, especially after flipping the part. The datum surface and locating pins must align perfectly to prevent secondary positioning errors. Achieving ±0.005mm accuracy isn’t just about programming; fixturing is the first hurdle.
2. Tool Selection: Size, material, and coating must be chosen according to the workpiece material and machining stage. Don’t try to use one tool for everything; large stock for roughing, small stock for finishing – tools need to change accordingly.
3. Parameter Settings: Feed rates, spindle speeds, Depth of Cut (DOC), Stepover – these parameters are not set in stone. Aluminum and titanium alloys are completely different beasts. Observing cutting sparks, listening to cutting sounds, and feeling the workpiece temperature are “old-school methods” that often work better than textbook formulas for judging if parameters are appropriate.
4. Optimizing Rapid Moves: Especially with multiple parts on one plate, accumulated rapid move time can be staggering. Carefully check toolpaths; if there’s a shorter path, take it. If a tool can retract less, make it retract less. Squeeze out every bit of efficiency!
5. T-slot Corner Cleanup: Corner Cleanup inside the T-slot is a challenge. If a small bottom fillet or even a sharp corner is required, consider a specialized T-slot cutter or Electrical Discharge Machining (EDM). Here, with a fillet, an R-tool is the correct approach.
6. Post-Processing: Don’t assume everything is fine once the program is written. Review the post-processed G-code, especially for 5-axis simultaneous machining or complex operations. You need to be aware of any redundant commands or safety hazards.
Alright, that’s it for today. Remember, practice makes perfect. Get hands-on, think critically, and you too can become a seasoned engineer like me!
👤 About the Author:
The author is a veteran CNC machining professional with 15 years of industry experience, specializing in UG NX programming. This article is an original work representing personal practical insights.
⚠️ Copyright Notice: Unauthorized reproduction or distribution without prior communication is strictly prohibited.